|
1. Предварительно блок должен быть тщательным образом очищен (см.
Раздел
Чистка блока двигателя).
2. Произведите внешний осмотр блока на предмет выявления следов
коррозии, трещин и прочих повреждений. Проверьте состояние резьбы
болтовых отверстий. Разумно будет также произвести тестирование
блока на наличие скрытых трещин в условиях мастерской автосервиса
с применением специального диагностического оборудования. В случае
выявления дефектов блок подлежит восстановительному ремонту или
замене.
3. Проверьте состояние зеркал цилиндров.
|
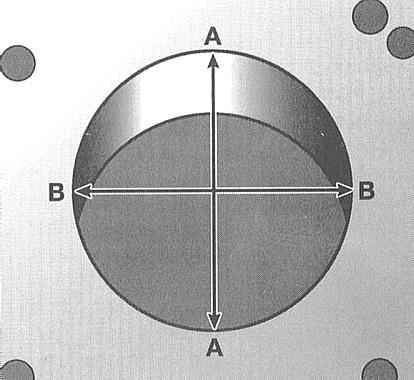
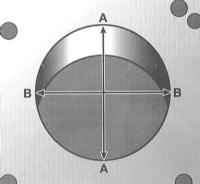
4. Оцените величины
имеющих место конусности и овальности цилиндров:
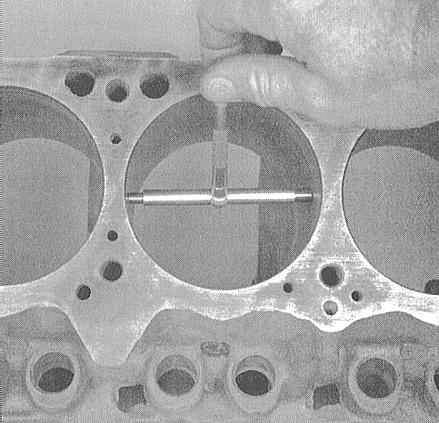
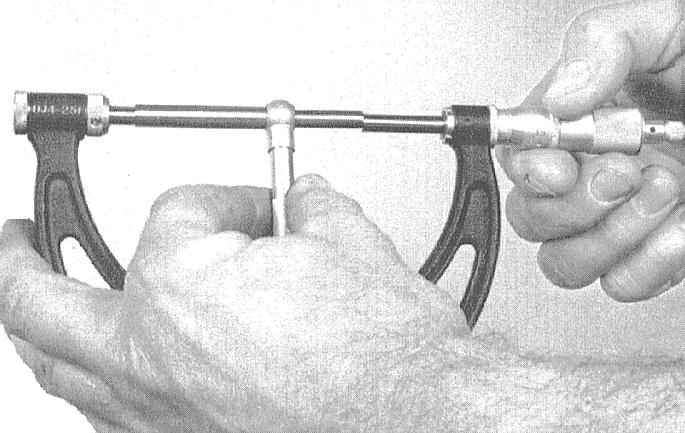
a) Измерьте диаметр каждого из цилиндров в верхнем (непосредственно
под границей ступенчатого износа), центральном и нижнем сечениях
в плоскости параллельной оси коленчатого;
b) Теперь измерьте диаметры на тех же трех уровнях, но в плоскости,
перпендикулярной оси блока;
c) Величину конусности цилиндра определяет разница между результатами
измерений в верхнем и нижнем сечениях. Овальностью называется
разница диаметров в параллельной и перпендикулярной оси коленчатого
вала в каждой из плоскостей.
d) Сравните результаты проверки с номинальными значениями
(см.
Спецификации).
|
|

|
5. Действуя в описанной манере, поочередно проверьте
все цилиндры.
6. При выявлении заметных дефектов или отклонении результатов измерений
от нормативных требований, блок цилиндров подлежит восстановительной
механической обработке в условиях мастерской автосервиса. Если в
процессе восстановительного ремонта была произведена расточка цилиндров,
двигатель должен быть укомплектован новыми поршнями соответствующего
ремонтного (с превышением) размера.
7. Если состояние зеркал цилиндров в ходе выполнения проверки найдено
удовлетворительным при одновременном соблюдении нормативных требований
к форме цилиндров и зазорам посадки в них поршней (см. Раздел
Проверка состояния компонентов шатунно-поршневой группы),
необходимость в проточке цилиндров отпадает. Достаточно будет лишь
выполнить хонингование их зеркал (см. Раздел
Хонингование зеркал цилиндров).

|
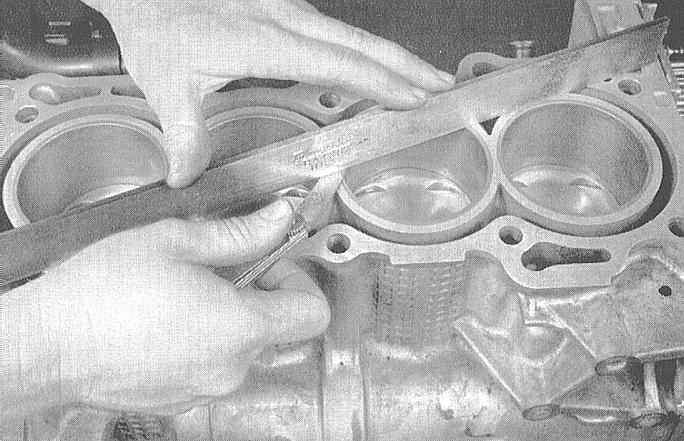
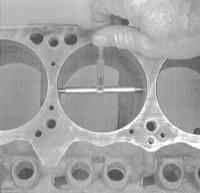
8. Проверьте плоскостность сопрягаемой с головкой
поверхности блока. Сравните результат измерений с требованиями
Спецификаций, в случае необходимости отдайте блок в проточку.
|
|