3.3.15. Головка блока цилиндров
Предупреждение
 При установке головки блока
цилиндров необходимо использовать новые болты.
При установке головки блока
цилиндров необходимо использовать новые болты.
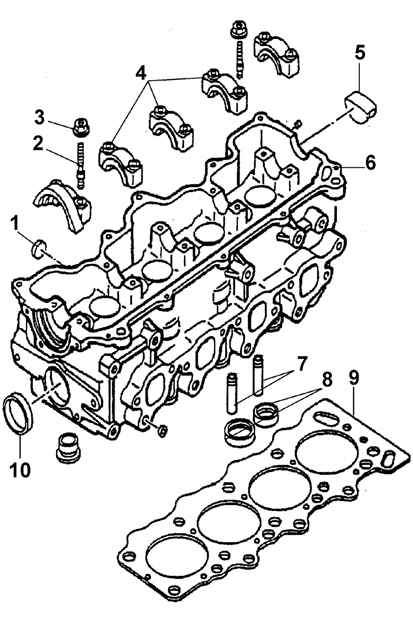
Головка блока цилиндров
|
|
1 – заглушка;
2 – шпилька;
3 – гайка;
4 – крышки подшипников распределительного вала;
5 – резиновая заглушка;
6 – головка блока цилиндров;
7 – направляющие клапанов;
8 – седла клапанов;
9 – прокладка
|
Снятие
Последовательность затягивания болтов крепления головки
блока цилиндров
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Слейте охлаждающую жидкость из системы охлаждения.
|
| 2. Снимите впускной и выпускной коллекторы. |
| 3. Снимите шкив распределительного вала. |
| 4. Отвинтите болты крепления заднего кожуха
зубчатого ремня к головке блока цилиндров. |
| 5. Ослабьте хомуты и отсоедините шланги подачи
охлаждающей жидкости к кожуху термостата и головке блока цилиндров.
|
| 6. Отвинтите гайки и снимите провода со свечей
накаливания. |
| 7. Отсоедините разъем от датчика температуры
охлаждающей жидкости. |
| 8. Отсоедините трубопроводы подачи топлива от
топливных форсунок и топливного насоса высокого давления и снимите
трубопроводы. |
| 9. Постепенно отвинтите болты крепления головки
блока цилиндров в порядке, обратном показанному на рисунке Последовательность
затягивания болтов крепления головки блока цилиндров. |
| 10. Извлеките болты вместе с шайбами. |
| 11. Снимите головку с блока цилиндров и прокладку.
|
|
Подготовка к установке
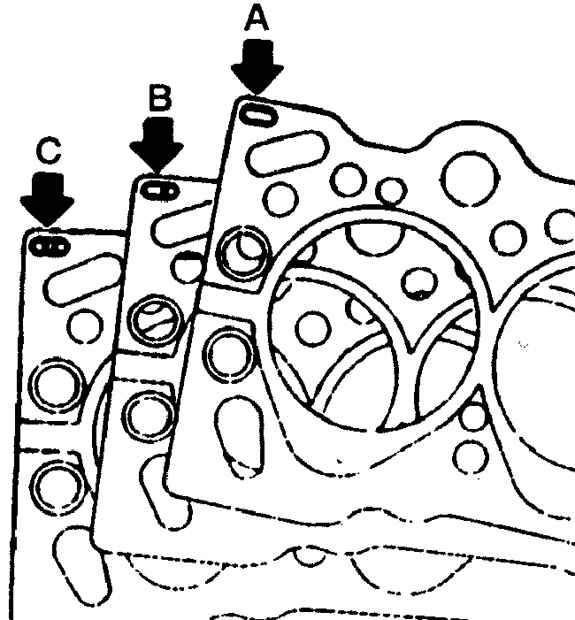
Расположение отверстий для идентификации толщины прокладки
головки блока цилиндров
|
|
А – отверстие отсутствует – 1,4 мм;
В – одно отверстие – 1,45 мм;
С – два отверстия – 1,5 мм
|
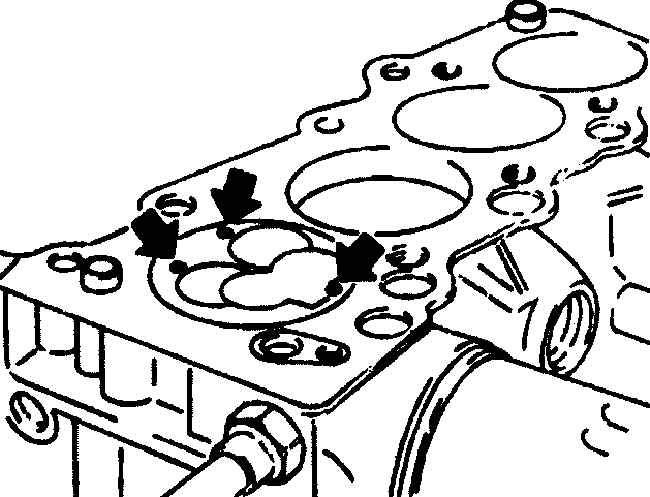
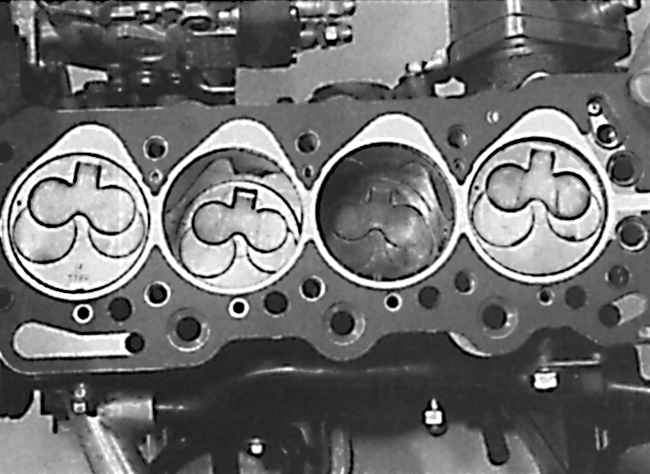
Точки измерения выступания поршня
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Сопрягаемые поверхности головки и блока
цилиндров двигателя необходимо тщательно очистить от остатков прокладки
и нагара, используя пластиковый или деревянный скребок. Также необходимо
очистить верхние части поршней. При очистке исключите возможность
попадания продуктов очистки в масляные каналы системы охлаждения.
|
| 2. Проверьте поверхности сопряжения головки
и блока цилиндров двигателя на наличие дефектов. Незначительные повреждения
устраняются механической обработкой. Также используя металлическую
линейку и щуп, проверьте плоскостность прилегания поверхностей. |
| 3. Очистите отверстия под болты в блоке. Завинчивание
болта в заполненное маслом отверстие может разорвать блок из-за гидравлического
давления. |
| 4. В зависимости от величины выступания поршней
из блока цилиндров необходимо использовать прокладку головки строго
определенной толщины. Толщина прокладки идентифицирована отверстиями,
пробитыми в левом переднем углу прокладки (см. рис. Расположение
отверстий для идентификации толщины прокладки головки блока цилиндров).
|
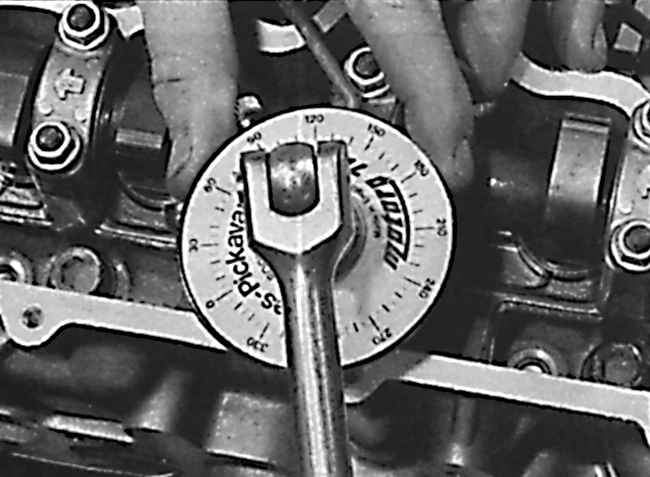
| 5. Проверьте, что коленчатый вал находится
в положении верхней мертвой точки поршня первого цилиндра. Установите
индикатор часового типа на кронштейне на блок цилиндров. Установите
измерительный наконечник на блок цилиндров и установите шкалу индикатора
на 0. Установите измерительный наконечник на поршень первого цилиндра
и незначительно поверните коленчатый вал в обе стороны и отметьте
самое высокое значение на индикаторе. Запишите это значение. Проверьте
выступание поршня в трех точках (см. рис. Точки
измерения выступания поршня и табл.
1). |
| 6. Аналогично измерьте выступание поршня на
цилиндре № 4. Затем поверните распределительный вал на 180° и повторите
измерение выступания поршней на цилиндрах 2 и 3. Проверните распределительный
вал на 540° и установите его в исходное положение. |
| 7. Определите среднее выступание поршня, складывая
12 размеров выступания поршней и разделив общее число на 12. Используя
величину среднего выступания поршня, подберите прокладку головки блока
цилиндров (см. табл. 2). |
|
Таблица 1
|
Количество отверстий
|
Толщина прокладки
|
|
Без отверстия
|
1,40 мм
|
|
1 отверстие
|
1,45 мм
|
|
2 отверстия
|
1,50 мм
|
Таблица 2
|
Выступание
|
Толщина поршня прокладки
|
|
0,58 – 0,64 мм
|
1,40 мм
|
|
0,65 – 0,70 мм
|
1,45 мм
|
|
0,71 – 0,78 мм
|
1,50 мм
|
РЕМОНТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
Основные операции по ремонту головки блока цилиндров см.
подраздел 2.21.
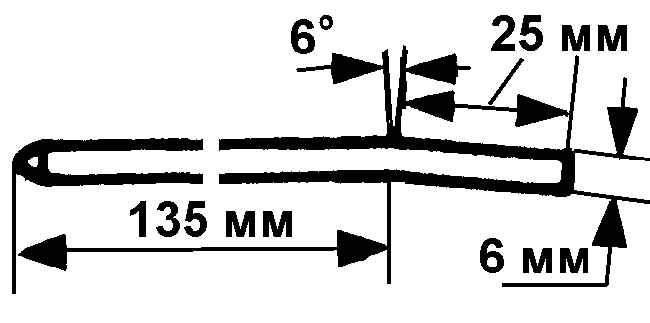
Специальная выколотка для выпрессовки свечей накаливания
Выпрессовка свечей накаливания с использованием специальной выколотки
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Для выпрессовки вихревых камер используйте
специальную выколотку (см. рис. Специальная выколотка для выпрессовки
свечей накаливания), вставленный через отверстие для свечи накаливания.
|
| 2. При установке вихревых камер, совместите
установочный штифт с пазом в головке блока цилиндров. Запрессовывайте
вихревые камеры с усилием не более 28 000 Н. Проверьте выступание
вихревой камеры. |
|
Установка
Установка прокладки на блок цилиндров двигателя
Затягивание болтов крепления головки блока цилиндров
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Протрите сопрягаемые поверхности блока цилиндров
и головки блока цилиндров. |
| 2. Проверьте, что два направляющих штифта установлены
в головку блока цилиндров и установите прокладку головки блока цилиндров
(см. рис. Установка прокладки на блок цилиндров двигателя).
|
| 3. Проверьте, что метка шкива коленчатого вала
совмещена с указателем, а распределительный вал установлен в головке
блока цилиндров так, чтобы кулачки первого цилиндра были направлены
вверх.
|
| 4. Установите головку блока цилиндров. |
| 5. Смажьте болты крепления головки блока цилиндров
моторным маслом и, соблюдая осторожность, вставьте их в гнезда. Завинтите
болты крепления головки от руки.
|
| 6. В последовательности, показанной на рисунке
Последовательность затягивания болтов крепления
головки блока цилиндров, затяните болты крепления головки блока
цилиндров в несколько этапов. |
| 7. Дальнейшая установка производится в последовательности,
обратной снятию. Залейте охлаждающую жидкость в систему охлаждения.
|
|