
2.4.7. Проверка блока цилиндров на отсутствие деформации
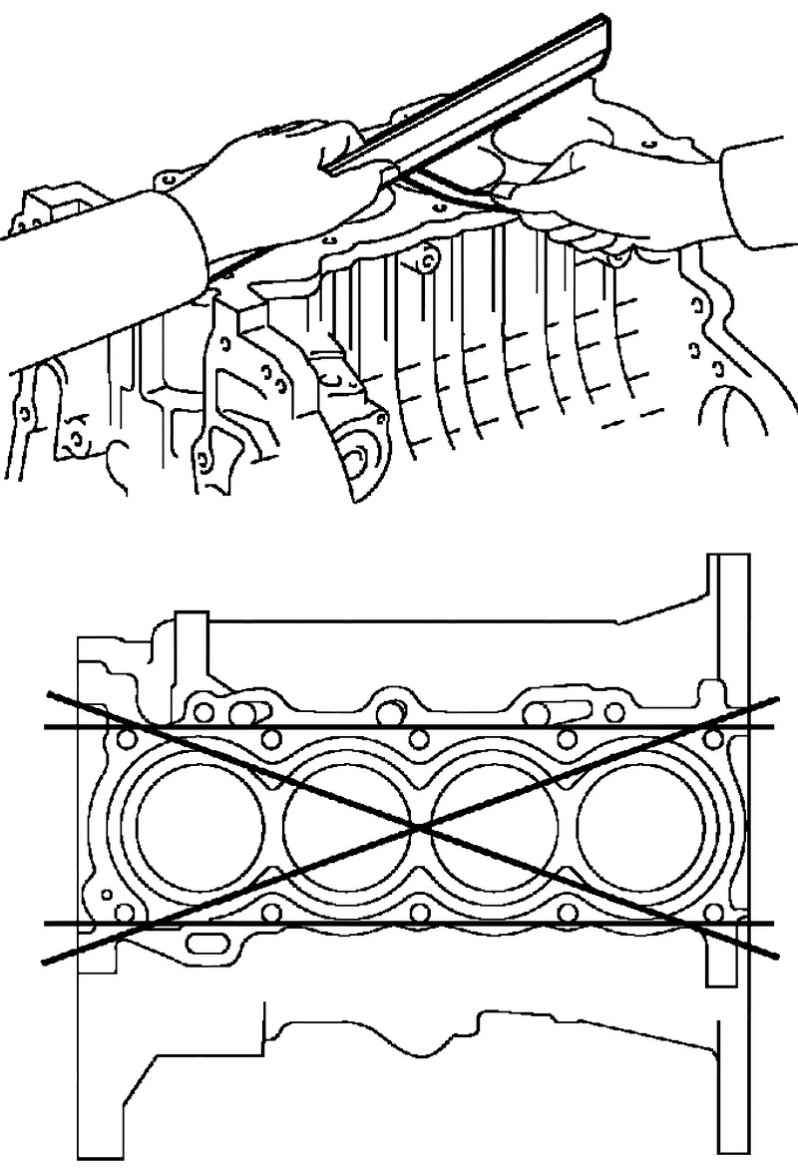 |
Рис. 2.282. Проверка блока цилиндров на коробление
|
С помощью прецизионной поверочной линейки и щупа измерьте коробление поверхностей, сопрягающихся с прокладкой головки блока цилиндров (рис. 2.282).
Максимально допустимая величина коробления: 0,05 мм.
Если коробление превышает максимально допустимую величину, замените блок цилиндров.
Проверка диаметров цилиндров
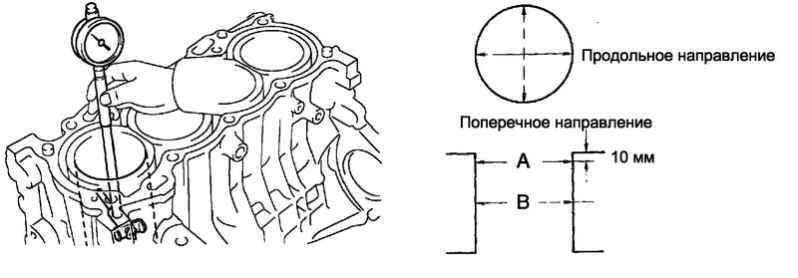 |
Рис. 2.283. Схема измерения диаметра цилиндра
|
С помощью нутромера измерьте диаметры цилиндров в плоскостях А и В в продольном и в поперечном направлениях (рис. 2.283).
Номинальный диаметр: 79,000–79,013 мм.
Максимально допустимый диаметр: 79,133 мм.
Если усредненный по четырем измерениям диаметр превышает максимально допустимую величину, замените блок цилиндров.
Проверка поршня в сборе с поршневым пальцем
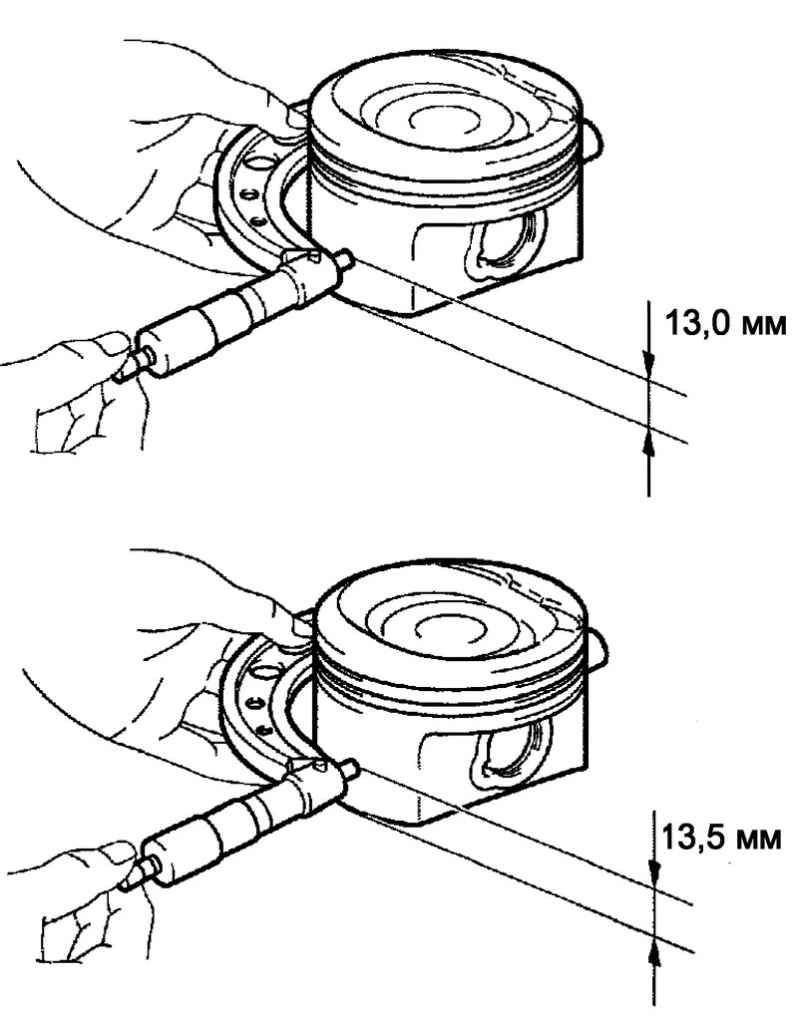 |
Рис. 2.284. Проверка поршня в сборе с поршневым пальцем
|
Для двигателя 1ZZ-FE:
Микрометром измерьте диаметр поршня.
Микрометр установите так, чтобы он находился на расстоянии 13,0 мм от края юбки поршня и под прямым углом (90°) к оси отверстий поршневого пальца, как изображено на рисунке 2.284а.
Диаметр поршня: 78,955–78,965 мм
Если диаметр не соответствует номинальному, замените поршень.
Для двигателя 3ZZ-FE:
Микрометром измерить диаметр поршня.
Микрометр установите так, чтобы он находился на расстоянии 13,5 мм от края юбки поршня и под прямым углом (90°) к оси отверстий поршневого пальца, как изображено на рисунке 2.284b.
Диаметр поршня: 78,960–78,975 мм.
Если диаметр не соответствует номинальному, замените поршень.
Проверка масляного зазора поршня
Вычтете измеренный диаметр поршня из диаметра цилиндра.
Номинальный масляный зазор: 0,073–0,096 мм.
Максимально допустимый масляный зазор: 0,10 мм.
Если масляный зазор превышает максимально допустимую величину, следует заменить поршень в сборе.
При необходимости, замените блок цилиндров.
Проверка масляного зазора поршневого пальца
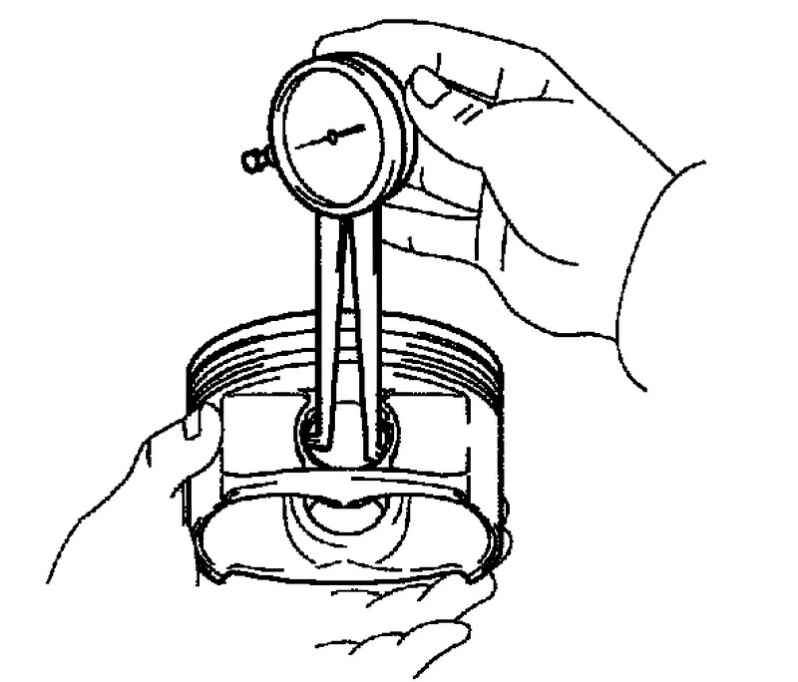 |
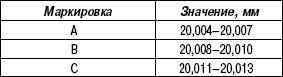
Рис. 2.285. Измерение диаметра отверстия под поршневой палец
|
Индикатором часового типа для отверстий измерьте диаметр отверстия под поршневой палец (рис. 2.285).
Диаметр отверстия под поршневой палец: 20,006–20,015 мм.
Если диаметр не соответствует номинальному, замените поршень в сборе.
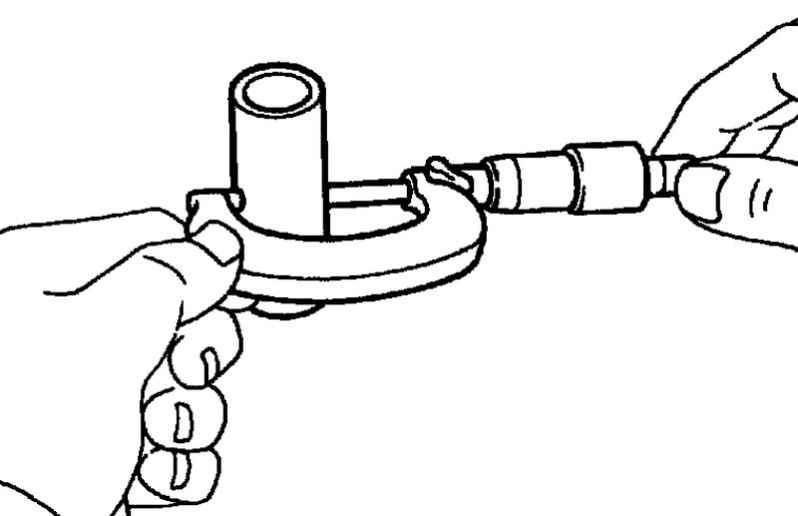 |
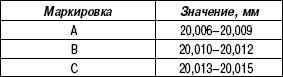
Рис. 2.286. Измерение наружного диаметра поршневого пальца
|
Микрометром измерьте наружный диаметр поршневого пальца (рис. 2.286).
Наружный диаметр поршневого пальца: 20,004–20,013 мм.
Если диаметр не соответствует номинальному, замените поршень в сборе.
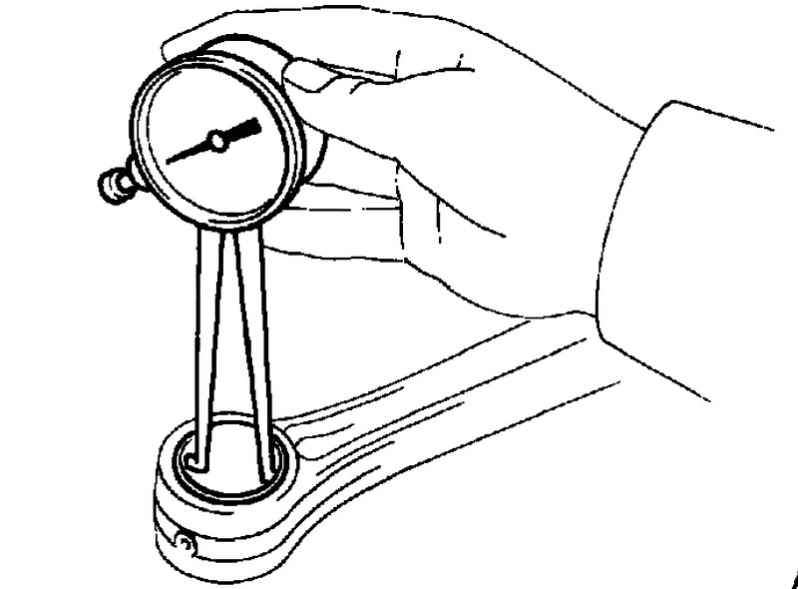 |
Рис. 2.287. Измерение диаметра отверстия малой головки шатуна
|
Индикатором часового типа для отверстий измерить диаметр отверстия малой головки шатуна (рис. 2.287).
Диаметр отверстия малой головки шатуна: 20,012–20,021 мм.
Если диаметр не соответствует номинальному, замените шатун в сборе.
Вычтите измеренный наружный диаметр поршневого пальца из диаметра отверстия в поршне под поршневой палец.
Номинальный масляный зазор: от 0,001 до 0,017 мм.
Максимально допустимый масляный зазор: 0,017 мм.
Если масляный зазор превышает максимально допустимую величину, замените шатун.
При необходимости, замените поршневой палец.
Вычтите измеренный наружный диаметр поршневого пальца из диаметра отверстия в поршне под поршневой палец. Номинальный масляный зазор: 0,005–0,011 мм.
Максимально допустимый масляный зазор: 0,011 мм.
Если масляный зазор превышает максимально допустимую величину, замените шатун.
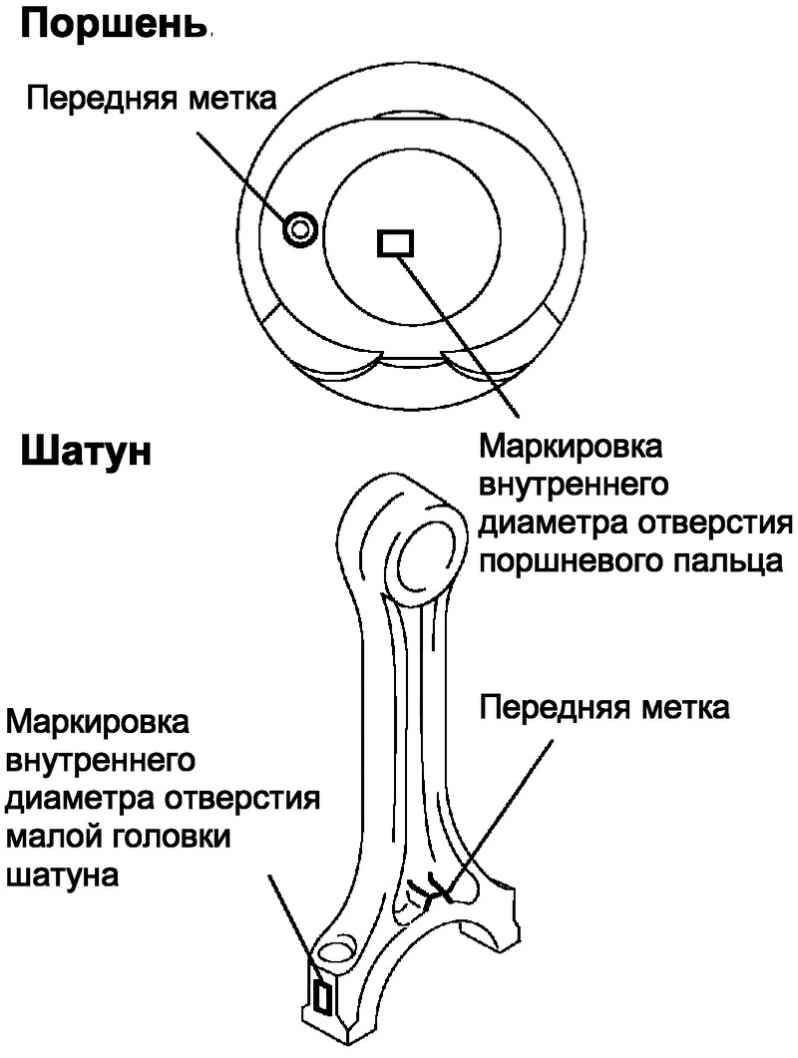 |
Рис. 2.288. Маркировки диаметров поршня и шатуна
|
При необходимости, замените шатун и поршневой палец (рис. 2.288).
Проверка зазора между торцом поршневого кольца и канавкой поршня
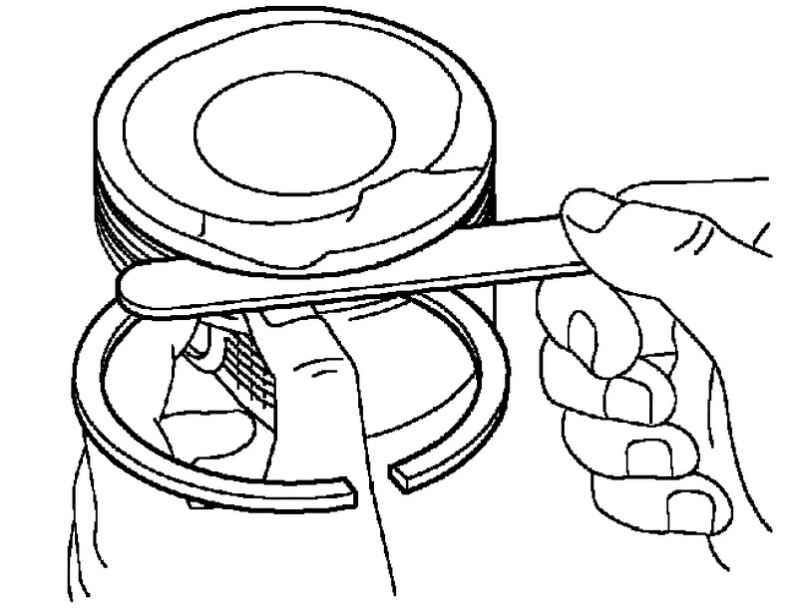 |
Рис. 2.289. Измерение зазора между торцом нового поршневого кольца и стенкой канавки поршня
|
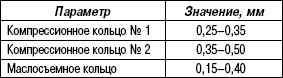
Щупом измерить зазор между торцом нового поршневого кольца и стенкой канавки поршня (рис. 2.289).
Зазор между торцом поршневого кольца и канавкой поршня
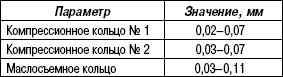
Если зазор не соответствует номинальному, замените поршень в сборе.
Проверка зазора в замке поршневого кольца
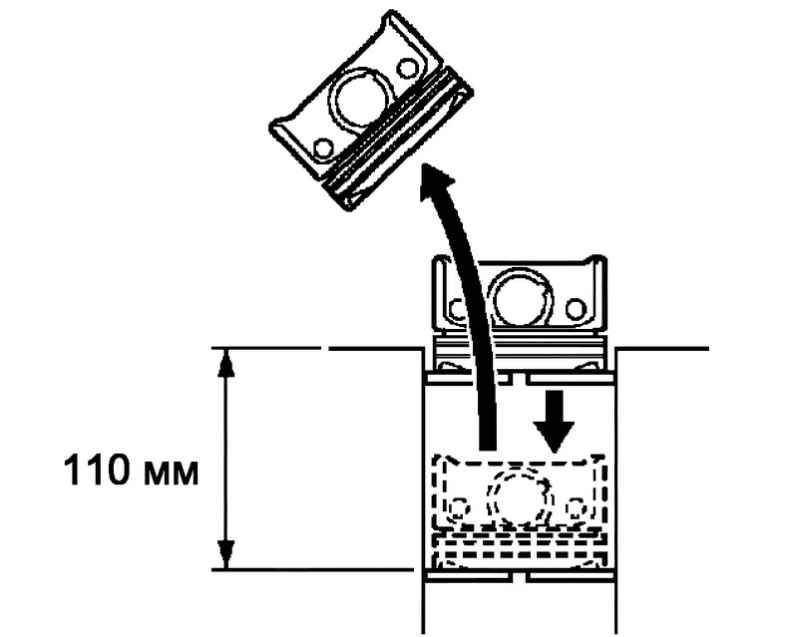 |
Рис. 2.290. Проталкивание поршневого кольца в цилиндр
|
Поршнем протолкните поршневое кольцо в цилиндр, немного не доходя до нижней точки хода кольца, на расстояние 110 мм от верхней плоскости блока цилиндров (рис. 2.290).
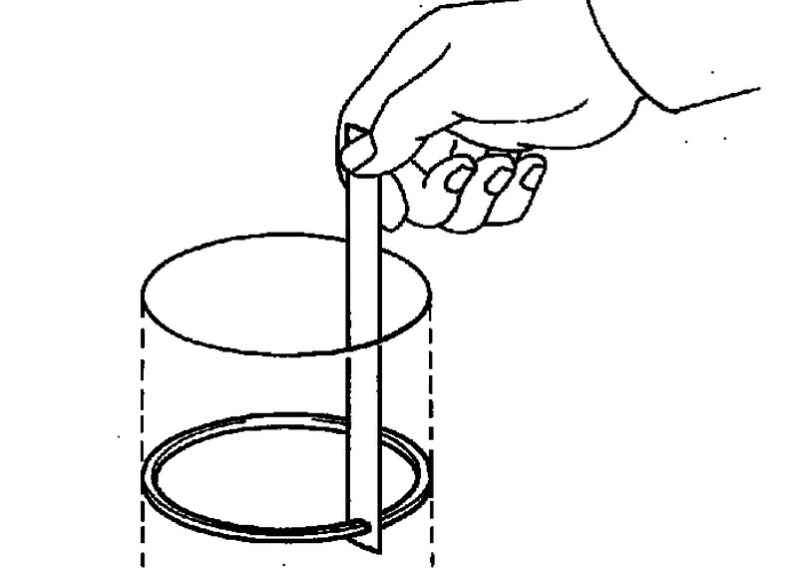 |
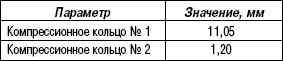
Рис. 2.291. Измерение зазора в замке кольца
|
Щупом измерьте зазор в замке кольца (рис. 2.291).
Если зазор в замке поршневого кольца превышает максимально допустимую величину, замените поршневое кольцо.
Номинальный зазор в замке поршневого кольца
Максимально допустимый зазор в замке
Если зазор в замке поршневого кольца превышает максимально допустимую величину, даже у нового поршневого кольца, замените блок цилиндров.
Проверка шатуна в сборе
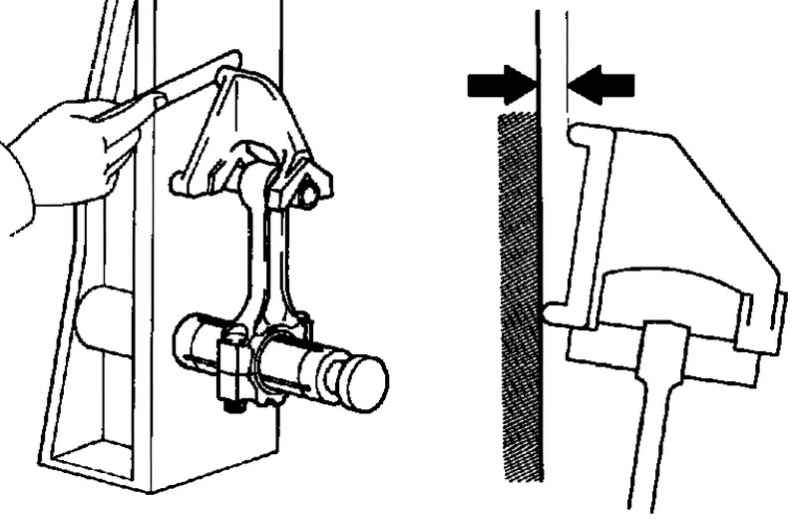 |
Рис. 2.292. Проверка кривизны шатуна
|
При помощи устройства для проверки кривизны шатуна и комплекта плоских щупов измерьте кривизну шатуна (рис. 2.292).
Максимально допустимое искривление: 0,05 мм на 100 мм.
Если искривление шатуна превышает максимально допустимую величину, следует заменить шатун.
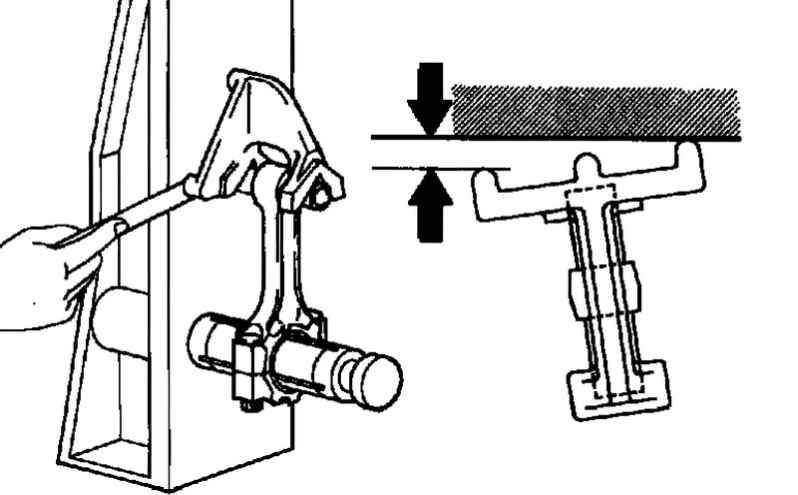 |
Рис. 2.293. Проверка скручивания шатуна
|
Проверьте скручивание шатуна (рис. 2.293).
Максимально допустимое скручивание: 0,05 мм на 100 мм.
Если скручивание шатуна превышает максимально допустимую величину, следует заменить шатун.
Проверка шатунных болтов
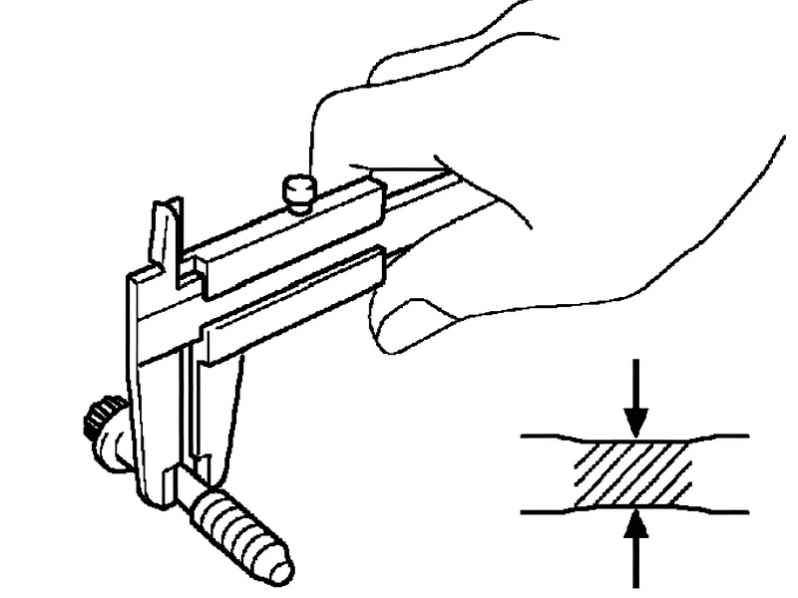 |
Рис. 2.294. Измерение шатунного болта
|
Штангенциркулем измерьте диаметр удлиняемой части болтов (рис. 2.294).
Номинальный диаметр: 6,6–6,7 мм.
Минимально допустимый диаметр: 6,4 мм.
Если диаметр меньше минимально допустимой величины, болт следует заменить.
Проверка коленчатого вала
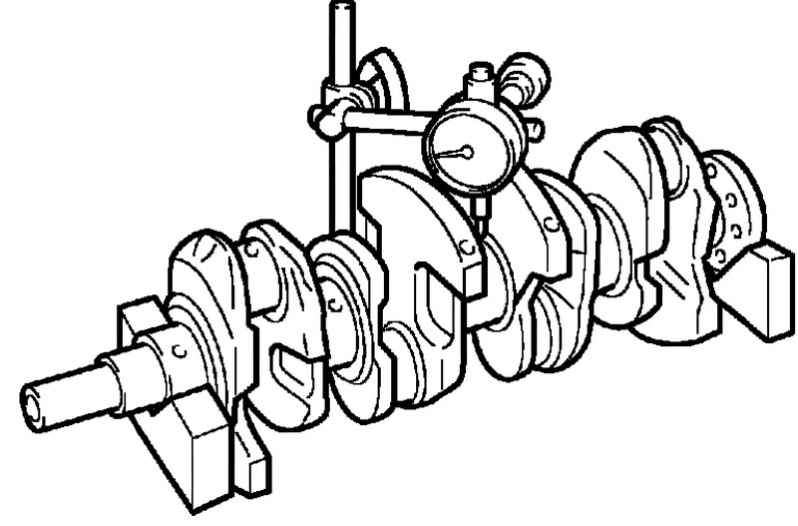 |
Рис. 2.295. Измерение радиального биения коленчатого вала
|
Установите коленчатый вал на призмы и с помощью индикатора часового типа измерьте радиальное биение, как изображено на рисунке 2.295.
Максимально допустимое радиальное биение: 0,03 мм.
Если радиальное биение превышает максимально допустимую величину, следует заменить коленчатый вал.
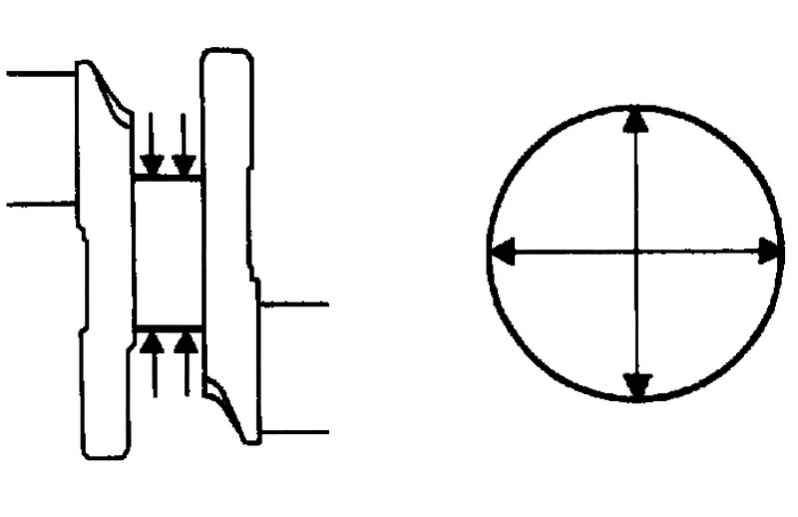 |
Рис. 2.296. Схема измерения коренных шеек коленчатого вала
|
Микрометром измерьте диаметр всех коренных шеек в точках, указанных на рисунке 2.296.
Диаметр: 47,988–48,000 мм.
Если диаметр шейки не соответствует предписанному, проверьте масляный зазор коленчатого вала.
Проверить конусность и овальность всех коренных шеек, как изображено на рисунке 2.296.
Максимально допустимая конусность и овальность: 0,02 мм.
Если конусность и овальность превышает максимально допустимую величину, следует заменить коленчатый вал.
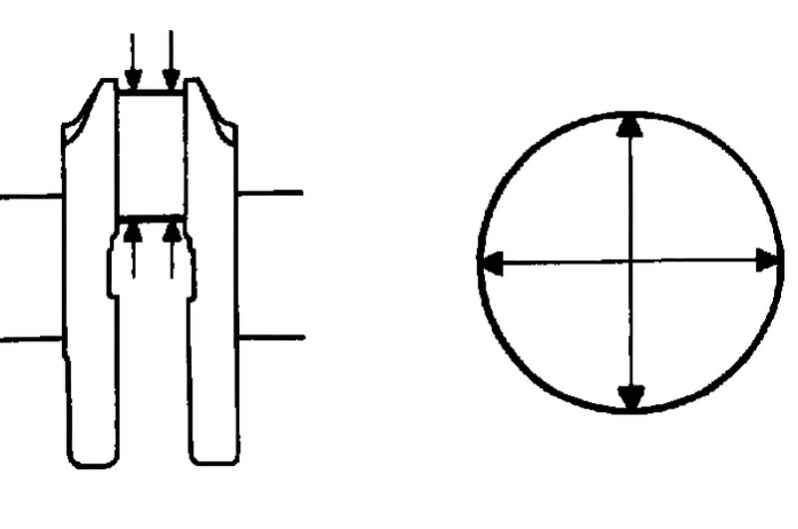 |
Рис. 2.297. Схема измерения шатунных шеек коленчатого вала
|
Микрометром измерьте диаметр всех шатунных шеек в точках, указанных на рисунке 2.297.
Диаметр: 43,992–44,000 мм.
Если диаметр шейки не соответствует предписанному, проверьте масляный зазор шатуна.
Проверить конусность и овальность всех шатунных шеек, как изображено на рисунке 2.298.
Максимально допустимая конусность и овальность: 0,02 мм.
Если конусность и овальность превышает максимально допустимую величину, следует заменить коленчатый вал.
Проверка болтов крепления крышек коренных подшипников коленчатого вала
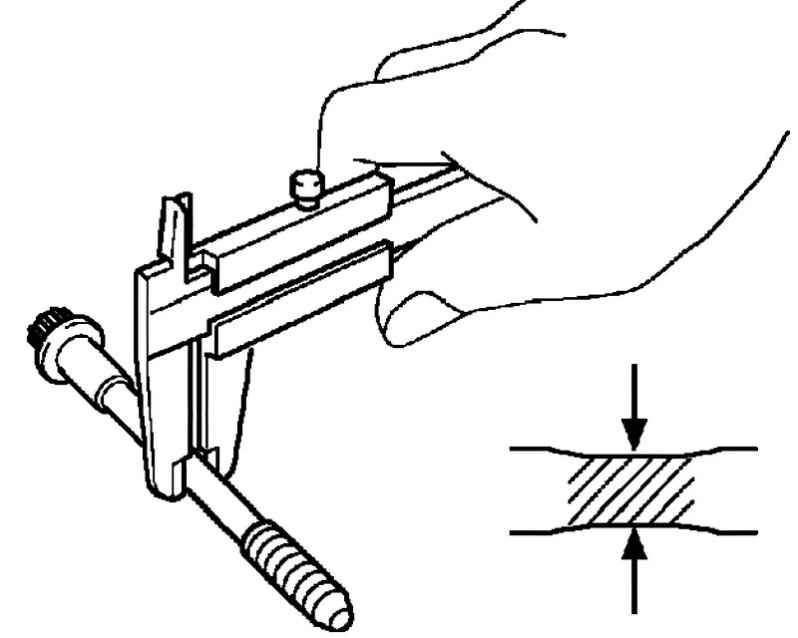 |
Рис. 2.298. Измерение диаметра удлиняемой части болта
|
Штангенциркулем измерьте диаметр удлиняемой части болтов (рис. 2.298).
Номинальный диаметр: 7,3–7,5 мм.
Минимально допустимый диаметр: 7,3 мм.
Если диаметр меньше минимально допустимого, следует заменить болт крепления крышки коренного подшипника.
Проверка маслянного зазора коленчатого вала
Очистите все коренные шейки и вкладыши коренных подшипников.
|
ПРИМЕЧАНИЕ
Не поворачивайте коленчатый вал.
|
Установите коленчатый вал в блок цилиндров.
Уложите вдоль каждой коренной шейки сминаемый пластичный калибр.
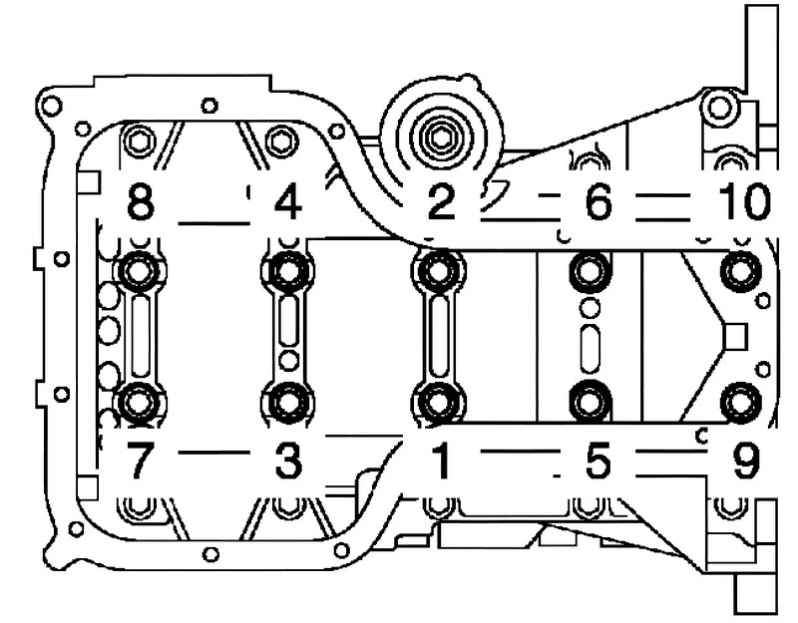 |
Рис. 2.299. Последовательность затягивания болтов крепления блока коренных подшипников
|
С помощью SST в несколько приемов затяните болты до предписанного момента, действуя в указанной на рисунке 2.299 последовательности.
Момент затяжки: 44 Н·м.
Пометьте переднюю сторону каждого из болтов крышек коренных подшипников краской.
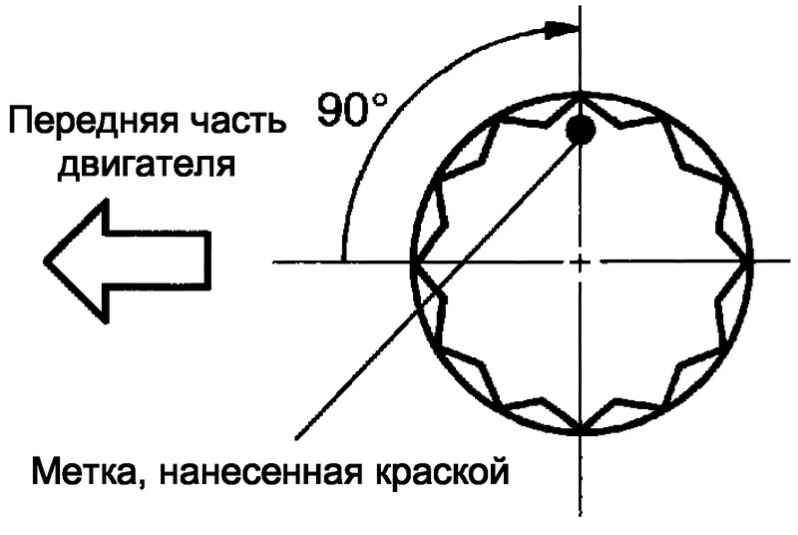 |
Рис. 2.300. Угол доворота болтов крепления коренных подшипников
|
Доверните болты крепления крышек на 90°, как указано на рисунке 2.300.
Убедитесь, что метки развернуты на 90° относительно исходного положения.
Затяните оставшиеся 10 болтов блока крышек коренных подшипников.
Момент затяжки: 19 Н·м.
Выверните 10 болтов.
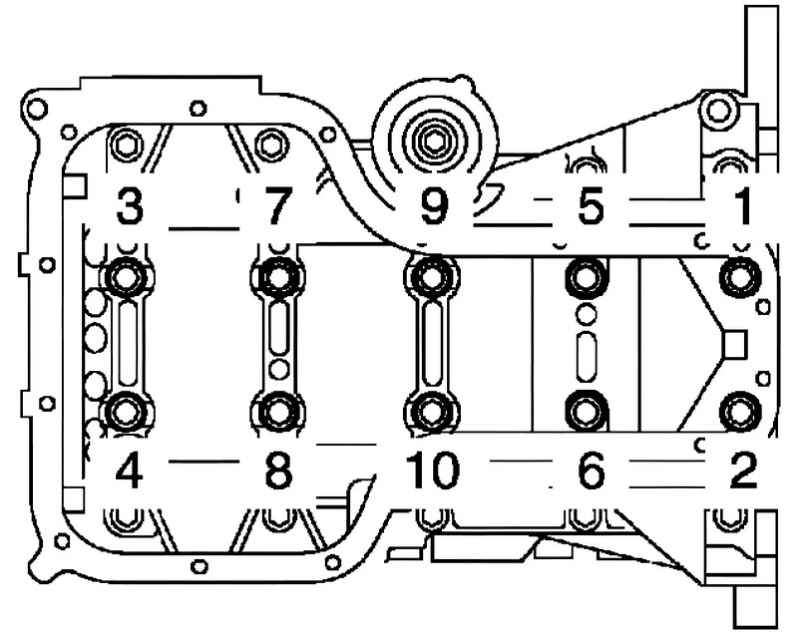 |
Рис. 2.301. Последовательность отворачивания болтов крепления блока коренных подшипников
|
В несколько приемов равномерно ослабьте и выверните 10 болтов крепления блока крышек подшипников в указанной на рисунке 2.301 последовательности.
Измерьте сминаемые пластичные калибры в самом широком месте.
Номинальный масляный зазор: 0,015–0,032 мм.
Максимально допустимый масляный зазор: 0,05 мм.
|
ПРИМЕЧАНИЕ
Полностью удалите остатки сминаемых пластиковых калибров.
|
Если масляный зазор превышает максимально допустимую величину, замените вкладыши коренных подшипников.
При необходимости, замените коленчатый вал.
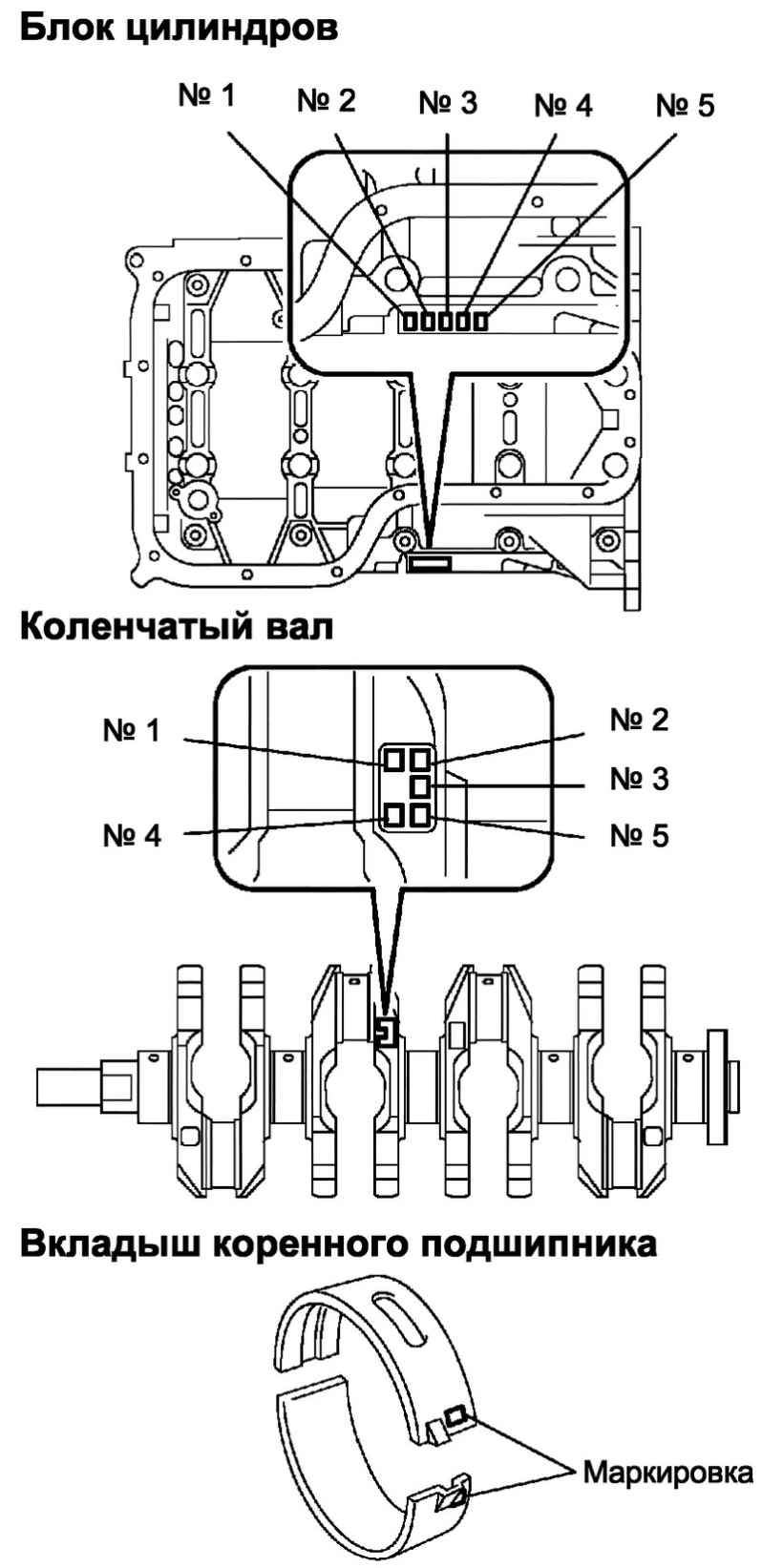 |
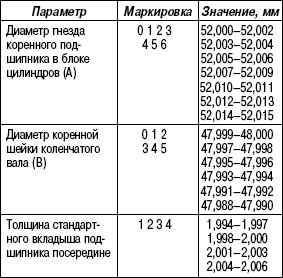
Рис. 2.302. Схема подбора вкладышей
|
|
ПРИМЕЧАНИЕ
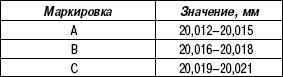
Новый вкладыш подшипника должен относиться к той же размерной группе, что и старый вкладыш. Номер размерной группы указан на вкладыше. Если номер на вкладыше определить невозможно, размерная группа вкладыша подбирается по приведенной ниже таблице после сложения номеров, выбитых на блоке цилиндров и на коленчатом вале. Поставляются вкладыши подшипников 4 стандартных размерных классов, помеченные соответственно цифрами «1», «2», «3» и «4» (рис. 2.302).
|
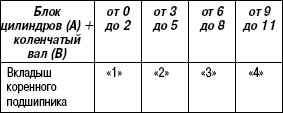
Пример: блок цилиндров «3» (A)+ коленчатый вал «4» (B) = сумма 7 (использовать вкладыш подшипника «3»).
Запрессовка направляющих штифтов
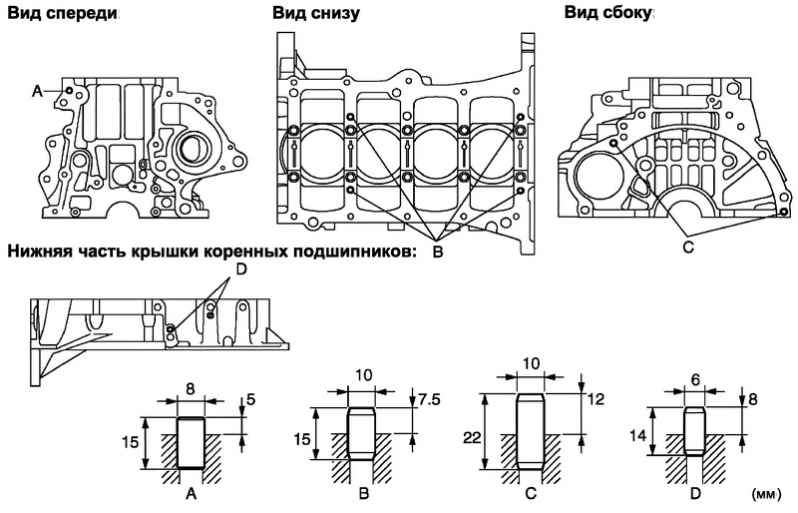 |
Рис. 2.303. Схема запрессовки направляющих штифтов
|
Пластмассовым молотком запрессуйте в блок цилиндров 9 направляющих штифтов (рис. 2.303).
Номинальное выступание
Установка направляющих втулок
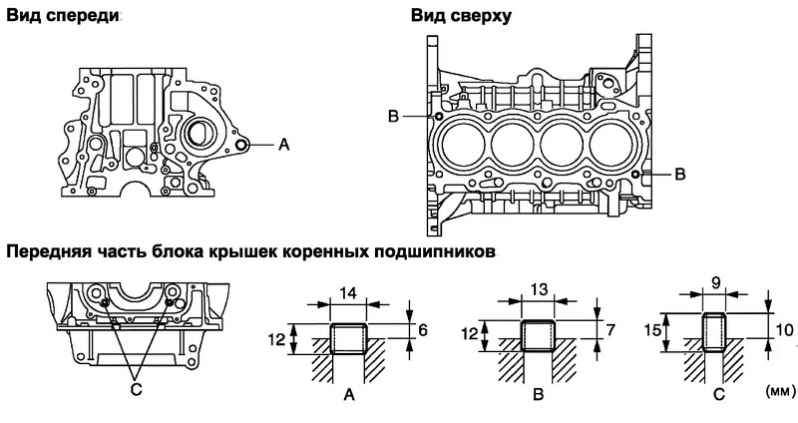 |
Рис. 2.304. Схема запрессовки направляющих швтулок
|
Пластмассовым молотком запрессуйте 5 новых направляющих втулок в блок цилиндров (рис. 2.304).
Номинальное выступание
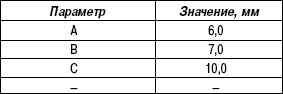
Установка шпилек
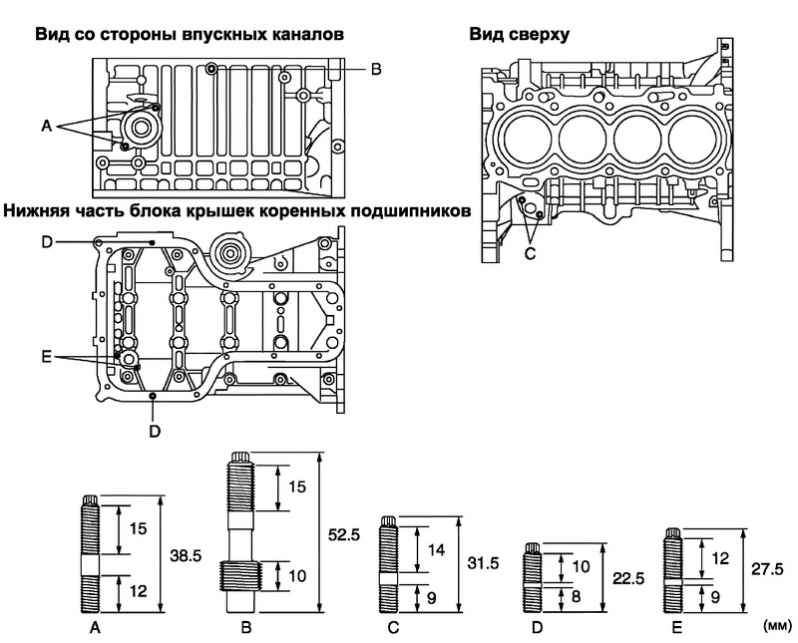 |
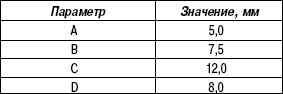
Рис. 2.305. Схема установки шпилек
|
С помощью торцовых ключей TORX Е5 и Е7 заверните 9 шпилек в блок цилиндров (рис. 2.305).
Момент затяжки:
5,0 Н·м для А;
11 Н·м для В;
5,0 Н·м для C;
5,0 Н·м для D;
5,0 Н·м для E.
Установка поршня в сборе с поршневым пальцем
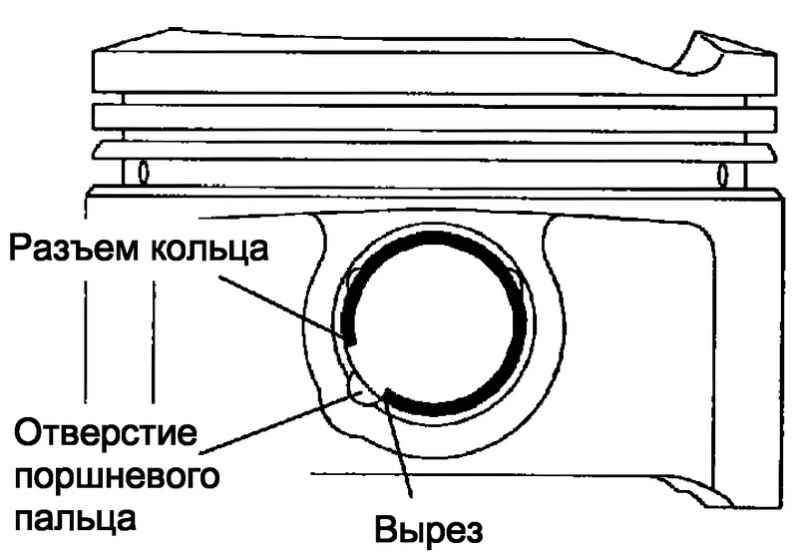 |
Рис. 2.306. Схема установки нового стопорного кольца
|
С помощью небольшой отвертки установите новое стопорное кольцо в одно из отверстий поршня к поршневому пальцу (рис. 2.306).
|
ПРИМЕЧАНИЕ
Проследите, чтобы разъем кольца совпал с вырезом в поршне.
|
Постепенно нагреть поршень до температуры 80–90 °С.
 |
Рис. 2.307. Метки совмещения поршня и шатуна
|
Совместите передние метки поршня и шатуна и рукой вставьте поршневой палец в отверстия в поршне и в верхней головке шатуна (рис. 2.307).
С помощью небольшой отвертки установить новое стопорное кольцо в одно из отверстий поршня к поршневому пальцу (рис. 2.306).
Установка комплекта поршневых колец
Руками установите расширитель и 2 боковины составного маслосъемного кольца.
|
ПРИМЕЧАНИЕ
При повторном использовании поршневых колец, их следует устанавливать на те же поршни, с которых они были сняты, и в том же положении.
|
 |
Рис. 2.308. Установка компрессионных колец
|
С помощью съемника поршневых колец установите 2 компрессионных кольца, при этом маркировка должна быть обращена в сторону днища поршня (рис. 2.308).
Маркировка (только для компрессионного кольца № 2): 2R.
 |
Рис. 2.309. Схема расположения замков поршневых колец
|
Разверните поршневые кольца так, чтобы их замки были расположены в соответствии с рисунком 2.309.
Установка вкладышей подшипников коленчатого вала
Установите в блок цилиндров верхний вкладыш подшипника с масляной канавкой.
 |
Рис. 2.310. Установка вкладышей подшипников коленчатого вала
|
Установить в блок крышек коренных подшипников нижние вкладыши подшипников (рис. 2.310).
|
ПРИМЕЧАНИЕ
Не следует смазывать моторным маслом вкладыши подшипников и соприкасающуюся с ними поверхность.
|
Установка верхних упорных полуколец коленчатого вала
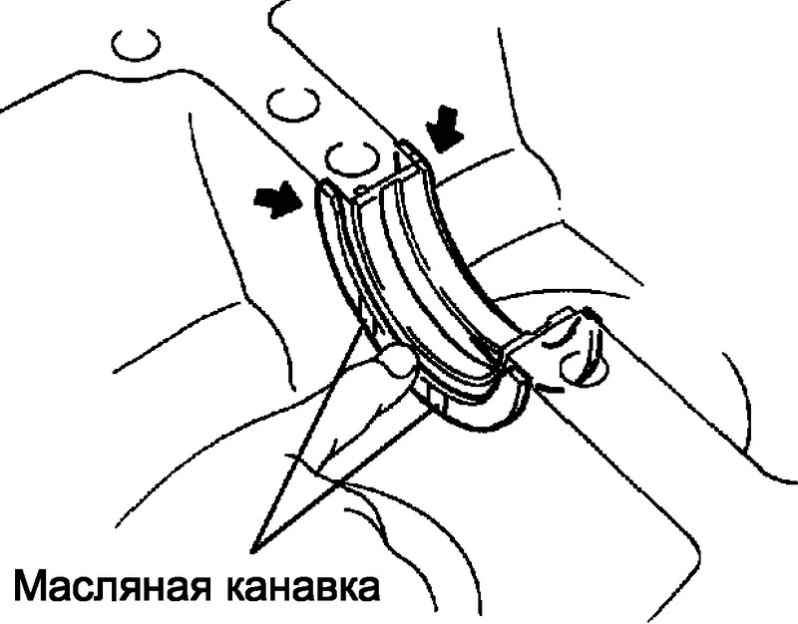 |
Рис. 2.311. Установка верхних упорных полуколец
|
Установите 2 верхних упорных полукольца на гнездо коренной шейки №3 в блоке цилиндров масляными канавками наружу (рис. 2.311).
Установка коленчатого вала
Смажьте моторным маслом верхние вкладыши подшипников и установить коленчатый вал в блок цилиндров.
Нанесите тонкий слой моторного масла на резьбу болтов, посадочные места болтов и вкладыши в крышке коренных подшипников.
Установите коленчатый вал в блок цилиндров.
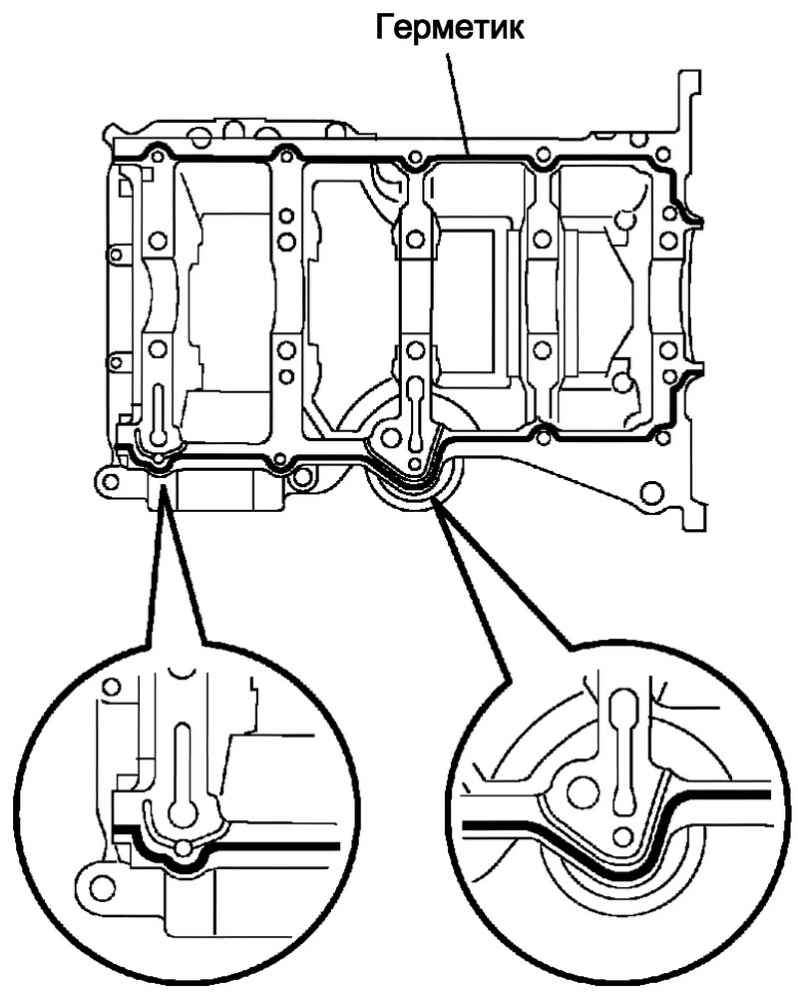 |
Рис. 2.312. Схема укладки герметика
|
Нанесите герметик в виде сплошного валика (диаметр 2,5–3,5 мм), как изображено на рисунке 2.312.
|
ПРИМЕЧАНИЕ
Очистите сопрягающуюся поверхность от масла.
Блок крышек коренных подшипников установите в течение 3 мин после нанесения герметика.
Масло в двигатель заливайте не ранее, чем через 2 ч после установки блока крышек.
|
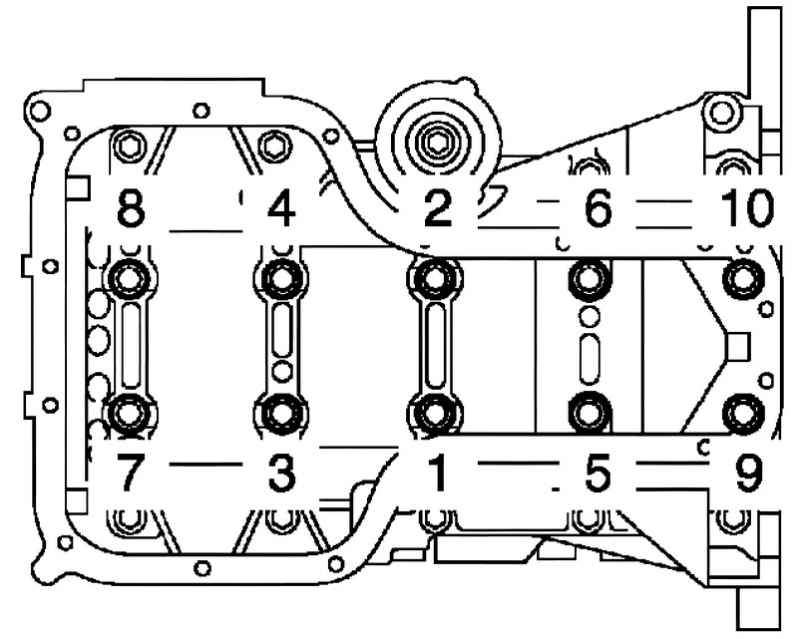 |
Рис. 2.313. Последовательность затягивания болтов крепления блока крышек коренных подшипников
|
В несколько приемов затянуть болты до предписанного момента, действуя в указанной на рисунке 2.313 последовательности.
Момент затяжки: 44 Н·м.
Пометьте переднюю сторону каждого из болтов крышки коренных подшипников краской.
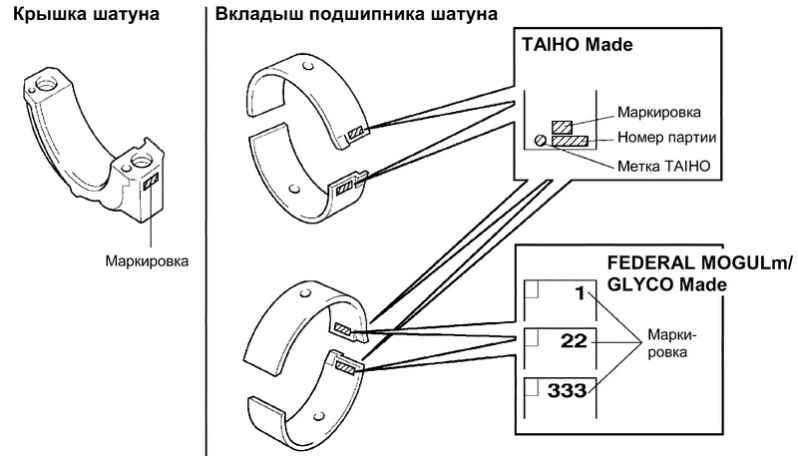 |
Рис. 2.263. Маркировки и метки на крышках шатунов и на вкладышах подшипников шатунов
|
Доверните болты крепления крышек на 90°, как указано на рисунке 2.263.
Убедитесь, что метки развернуты на 90° относительно исходного положения.
Затяните оставшиеся 10 болтов крепления блока крышек коренных подшипников.
Момент затяжки: 19 Н·м.
Установка вкладышей шатунных подшипников
Совместите выступ на вкладыше с проточкой на крышке шатуна.
Установите вкладыш шатунного подшипника в крышку шатуна.
|
ПРИМЕЧАНИЕ
Не следует смазывать моторным маслом вкладыши подшипников и соприкасающуюся с ними поверхность.
|
Совместите выступ на вкладыше с проточкой на шатуне.
Установите вкладыш подшипника в шатун.
Установка шатунов в сборе
Разверните поршневые кольца так, чтобы их замки были расположены в соответствии с рисунком 2.309.
Смажьте моторным маслом стенки цилиндров, поршни и поверхности вкладышей шатунных подшипников.
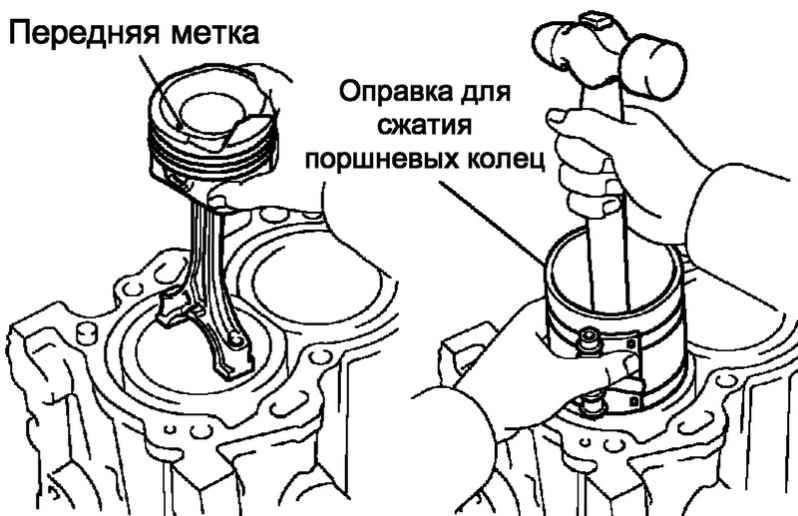 |
Рис. 2.314. Установка поршня с шатуном в сборе
|
При помощи оправки для поршневых колец вставьте поршни с шатунами в цилиндры так, чтобы метка на поршне была направлена к передней части двигателя (рис. 2.314).
Совместите установочные штифты на крышке шатуна с отверстиями в шатуне и установите крышку.
|
ПРИМЕЧАНИЕ
Крышки шатунов устанавливайте на соответствующие им шатуны.
|
Убедитесь, что выступ на крышке подшипника шатуна соориентирован в правильном направлении.
Нанесите тонкий слой моторного масла на резьбу и под головки болтов крепления крышек шатунов.
С помощью SST 09205-16010, в несколько приемов, затяните болты до предписанного момента.
Момент затяжки: 20 Н·м.
Пометьте переднюю сторону каждого из болтов крышек шатунов краской.
Доверните болты крепления крышки на угол 90°.
Убедитесь, что коленчатый вал вращается плавно.
Установка крана для слива охлаждающей жидкости в сборе
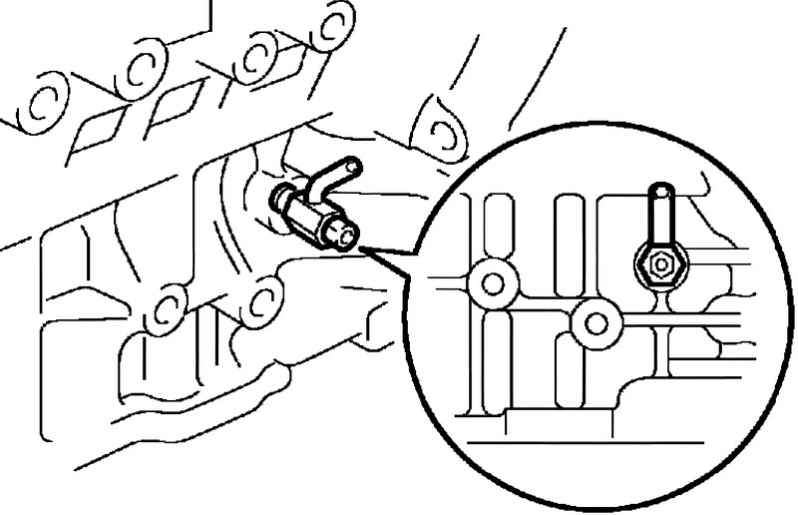 |
Рис. 2.315. Схема установки крана для слива охлаждающей жидкости в сборе
|
Нанесите фиксатор резьбы на 2 или 3 нитки резьбы крана для слива охлаждающей жидкости, затем в течение 3 мин вкрутить кран, как изображено на рисунке (рис. 2.315).
Момент затяжки: 25 Н·м.
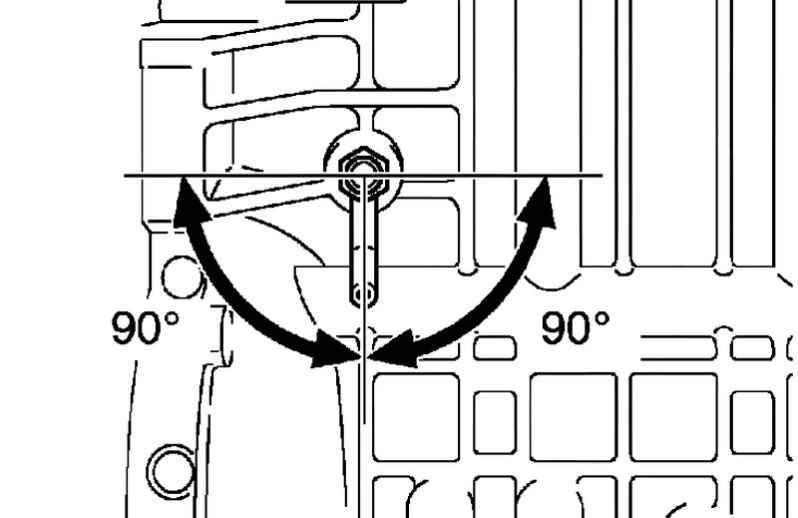 |
Рис. 2.316. Положение сливного щтуцера
|
Затяните предписанным моментом, повернув кран по часовой стрелке, чтобы сливной штуцер был направлен вниз (рис. 2.316).
|
ПРИМЕЧАНИЕ
Охлаждающую жидкость заливайте не ранее, чем через час после установки крана.
При повороте крана запрещается поворачивать его более, чем на 360°, а также запрещается ослаблять после правильной установки.
|