- Снимите с блока все установленные снаружи компоненты и датчики.
- Упершись тупой выколоткой в край выжимной пробки, разверните
ее в своем посадочном гнезде под 90°. После того как все пробки
будут развернуты, их достаточно просто будет извлечь из двигателя
при помощи щипцов.
- Соскоблите с сопрягаемой поверхности блока все следы материала
старой прокладки, — постарайтесь не оставлять царапин и задиров.
- Выверните все резьбовые заглушки масляных галерей. Заглушки
могут оказаться затянутыми очень туго, вплоть до того, что их
придется высверливать с последующим восстановлением резьбы в блоке.
При сборке заглушки подлежат замене.
|
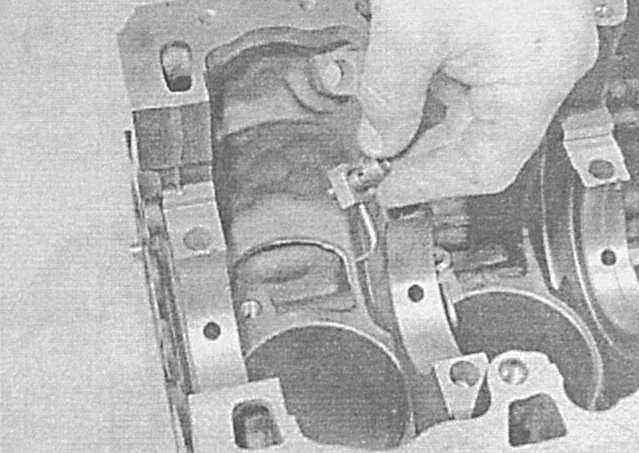
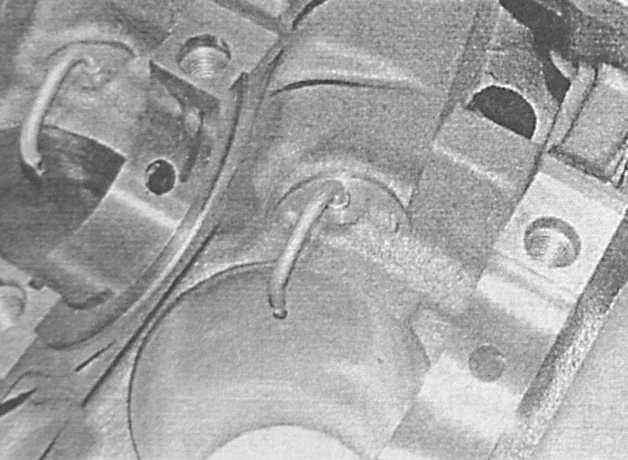
- На
дизельных двигателях
снимите распылители
подачи масла на поршни. На
двигателях 1.7 л
распылители
запрессованы в блок и их снятие может быть произведено только
с применением специального приспособления Opel, на
двигателях
2.0 л
распылители закреплены болтами.
|
|
- Снимите с блока крышки всех коренных подшипников и извлеките
из своих постелей вкладыши последних. Сразу же пометьте извлеченные
вкладыши при помощи скотча на принадлежность своему подшипнику
и постели в нем (блок или крышка), затем отложите их в сторону.
- При сильном внешнем загрязнении двигателя следует доставить
его в мастерскую автосервиса для проведения паровой или термической
обработки.
- После возврата блока из мастерской еще раз тщательно прочистите
все масляные отверстия и галереи — для этой цели выпускаются специальные
цилиндрические щетки особой формы (спрашивайте в магазинах автомобильных
аксессуаров). Промойте полости и каналы теплой водой, — продолжайте
промывку до тех пор, пока с противоположной стороны блока не начнет
вытекать чистая вода. Тщательно просушите блок, затем слегка смажьте
все проточенные поверхности жидким маслом для защиты их от коррозии.
При наличии доступа к источнику сжатого воздуха воспользуйтесь
им для ускорения процесса сушки блока и продувки труднодоступных
полостей и каналов.

|
При работе
со сжатым воздухом не забывайте надевать защитные очки!
|
- При сильном загрязнении или зашлаковывании блока следует прибегнуть
к щеточной чистке горячей водой с мылом. Не следует пытаться сэкономить
время за счет пренебрежения тщательностью чистки блока. Вне зависимости
от выбранного способа, проследите за тщательностью прочистки труднодоступных
полостей, каналов и отверстий. В заключение просушите блок и смажьте
проточенные поверхности жидким маслом для защиты их от коррозии.
- Прогоните все резьбовые отверстия в блоке метчиком соответствующего
размера с целью обеспечения гарантии соответствия показаний индикатора
динамометрического ключа реально развиваемым усилиям затягивания
крепежа при сборке двигателя. По возможности, продуйте затем прогнанные
метчиком отверстия сжатым воздухом, удалив из них весь мелкий
мусор и стружку. Закончив обработку отверстий, пройдитесь лежкой
по резьбовой части болтов крепления крышек подшипников и головки
цилиндров.
- Установите на место крышки коренных подшипников, от руки затянув
их крепеж.
- Смажьте уплотнительные поверхности новых выжимных пробок герметиком
типа Permatex No 1 и установите их на свои штатные места в блоке.
Проследите за перпендикулярностью посадки пробок, — правильнее
всего будет воспользоваться специальной цилиндрической оправкой,
однако ее вполне может заменить торцевая головка подходящего размера,
которая должна упираться только во внутреннюю часть торцевой поверхности
пробки (не в буртик!).
- Смажьте незатвердевающим герметиком типа Permatex No 2 резьбовую
часть новых заглушек масляных галерей (альтернативно обмотайте
их лентой ФУМ). Вверните заглушки на свои штатные места и затяните
как можно прочнее.
|
- На дизельных двигателях запрессуйте/ приболтите на свои места
распылители подачи масла на поршни.
|

|
- Если не собираетесь сразу же приступать к сборке двигателя,
поместите блок в большой полиэтиленовый пакет для защиты его загрязнения.
|
|