|
Установив редуктор на верстаке, ключом «на 10» отворачиваем два болта крепления стопорных пластин гаек подшипников дифференциала и снимаем пластины.
|

|
Керном наносим метки на постели и соответствующей крышке подшипника, чтобы при сборке установить крышки на свои места.
|

|
Ключом «на 14» отворачиваем болты крепления крышек подшипников.
|

|
Вынимаем из корпуса дифференциала наружные кольца подшипников и регулировочные гайки.
|
Если подшипники не меняем, то помечаем наружные кольца, чтобы не перепутать их местами при установке, т.к. подшипники индивидуально приработались и разукомплектовывать их нежелательно.

|
Проверяем отсутствие радиальных люфтов в шестернях полуосей.
|

|
Съемником спрессовываем внутренние кольца конических подшипников.
|

|
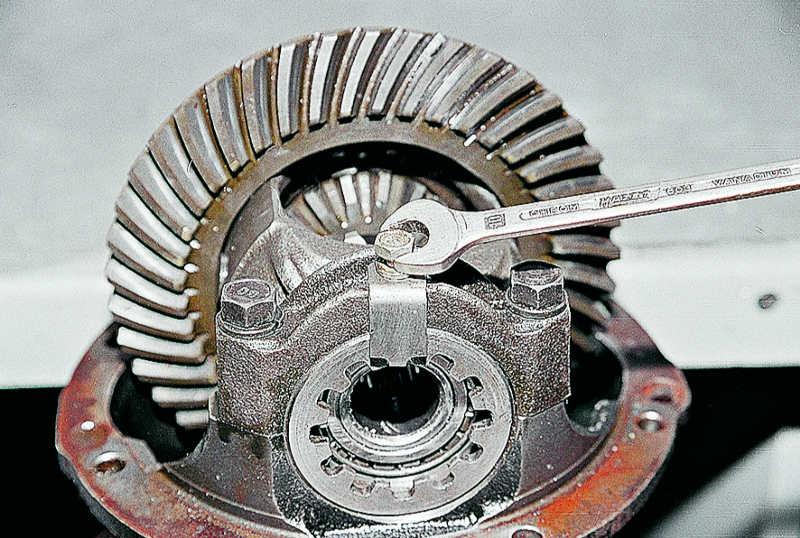
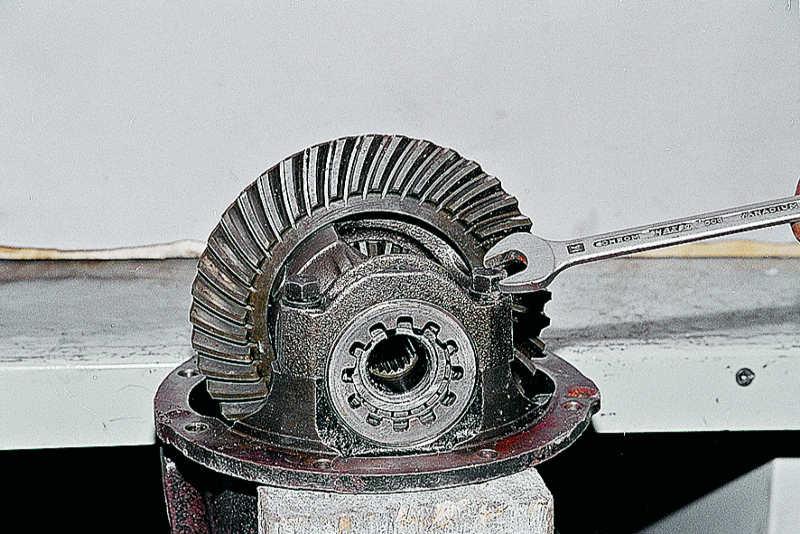
Ключом «на 17» отворачиваем восемь болтов крепления ведомой шестерни к корпусу дифференциала и снимаем ее.
|

|
Бородком выбиваем ось сателлитов.
|

|
Проворачиваем шестерни полуосей и вынимаем шестерни-сателлиты.
|

|
Вынимаем шестерни полуосей с регулировочными шайбами, пометив их положение.
|

|
Вынимаем из картера ведущую шестерню и деформированную распорную втулку. При сборке редуктора заменяем ее на новую.
|

|
Выколоткой из мягкого металла сбиваем внутреннее кольцо конического подшипника с вала ведущей шестерни.
|

|
Под подшипником установлено регулировочное кольцо, обеспечивающее правильное взаимное расположение шестерен главной передачи.
|

|
Подходящим инструментом выбиваем внешние кольца конических подшипников из картера.
|
Детали редуктора тщательно промываем в керосине и внимательно осматриваем. При повреждении хотя бы одного зуба (выкрашивание, волны, риски, задиры на рабочих поверхностях) заменяем шестерни новыми.
Грани между вершинами и рабочими поверхностями зубьев ведомой шестерни должны быть острыми. Если видны малейшие забоины или закругления – главную пару заменяем новой.
Незначительные повреждения оси сателлитов, шеек шестерен полуосей и их посадочных отверстий устраняем мелкой шкуркой с последующей полировкой.
При сборке манжету, гайку фланца и распорную втулку заменяем новыми.
Если сборка редуктора будет производиться в прежнем картере, то изменение толщины регулировочного кольца ведущей шестерни можно рассчитать как разницу в отклонениях размеров изготовления старой и новой шестерен. Отклонение в размере со знаком « » или «–» в сотых долях миллиметра выгравировано на валу ведущей шестерни.
Например, на старой шестерне выгравировано –12, а на новой 4. Разница двух поправок составит 4–(–12)=16. Значит, новое регулировочное кольцо должно быть на 0,16 мм тоньше старого. При обратном соотношении поправок (на старой 4, а на новой –12) кольцо должно быть на 0,16 мм толще старого.
Для более точного определения толщины регулировочного кольца изготавливаем приспособление из старой ведущей шестерни.

|
Привариваем пластину длиной 80 мм и торцуем ее в размер 50–0,02 мм относительно плоскости под подшипник. На конической части вала выгравирован заводской номер и отклонение в размере.
|
Посадочные места под подшипниками обтачиваем (можно обработать мелкой шкуркой) до скользящей посадки.
Запрессовываем наружные кольца переднего и заднего подшипников в картер.
На изготовленное приспособление устанавливаем внутреннее кольцо
заднего подшипника и вставляем приспособление в картер. Устанавливаем
внутреннее кольцо переднего подшипника, фланец ведущей шестерни
и затягиваем гайку моментом 0,8–1,0 кгс.м.

|
Выставляем картер в горизонтальное положение по уровню.
|

|
В постели подшипников кладем круглый ровный стержень (удлинитель из набора торцевых головок) и плоским щупом определяем величину зазора между ним и пластиной приспособления.
|
Толщину регулировочного кольца определяем как разницу между величиной зазора и отклонением размера новой шестерни (с учетом знака).
Например, величина зазора составляет 2,8 мм, а отклонение размера шестерни –15. Значит необходимо установить регулировочное кольцо толщиной 2,8–(–0,15)=2,95 мм.

|
Устанавливаем регулировочное кольцо требуемой толщины на вал и с помощью отрезка трубы подходящего размера напрессовываем внутреннее кольцо подшипника.
|
Вставляем вал в картер. Устанавливаем новую распорную втулку, внутреннее кольцо переднего подшипника, манжету и фланец ведущей шестерни.

|
Постепенно затягиваем гайку динамометрическим ключом до момента 12 кгс.м. |

|
Определяем момент проворачивания вала ведущей шестерни.
|
Для этого на шейку фланца плотно наматываем в несколько оборотов
прочную нить и крепим к ней динамометр. Усилие, при котором фланец
начнет равномерно проворачиваться, должно составлять 7,6–9,5 кгс
(что соответствует крутящему моменту 16–20 кгс.см) (для новых подшипников).
Если усилие недостаточно – дотягиваем гайку фланца. При этом момент
затяжки не должен превысить 26 кгс.м.
Если при затягивании гайки момент проворачивания превысил 20 кгс.см
(9,5 кгс), разбираем редуктор и заменяем распорную втулку.

|
Устанавливаем корпус дифференциала вместе с подшипниками в картер и затягиваем болты крышек подшипников.
|
Если был обнаружен осевой люфт в шестернях полуосей, то при сборке устанавливаем новые, более толстые опорные регулировочные кольца. Полуосевые шестерни должны встать в корпус дифференциала плотно, но проворачиваться от руки.

|
Из стального листа толщиной 2,5–3 мм изготавливаем ключ для затяжки регулировочных гаек.
|
Регулировку зазора в главной паре и предварительный натяг подшипников дифференциала проводим одновременно, в несколько этапов:
заворачиваем гайку со стороны ведомой шестерни до полного устранения зазора в зацеплении;

|
Штангенциркулем измеряем расстояние между крышками;
|
заворачиваем вторую гайку до упора и дотягиваем ее на 1–2 зуба гайки. Расстояние между крышками должно увеличиться приблизительно на 0,1 мм;
вращением первой гайки выставляем требуемый зазор в зацеплении 0,08–0,13 мм. Это минимально ощутимый пальцами люфт в зацеплении, сопровождающийся легким стуком зуба о зуб;
рукой контролируем постоянство величины зазора в зацеплении и постепенно затягиваем обе гайки до тех пор, пока расстояние между крышками не увеличится на 0,2 мм. Это обеспечит необходимый натяг подшипников.

|
Медленно проворачиваем ведомую шестерню на три оборота и одновременно прощупываем люфт в зацеплении каждой пары зубьев.
|
Если он равномерен во всех положениях шестерен, то устанавливаем стопорные пластины. Уменьшение (увеличение) люфта в каком-либо секторе говорит о деформации корпуса дифференциала и необходимости его замены или торцевания на токарном станке.
Стопорные пластины бывают двух типов: с одной или с двумя лапками.
В зависимости от положения прорези гайки устанавливаем одну из них.
|