
2.4.5.3. Проверка головки блока цилиндров на коробление
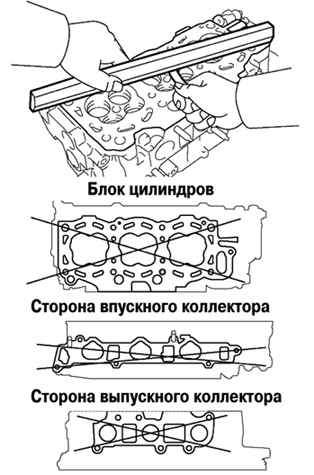 |
Рис. 2.263. Проверка головки блока цилиндров
|
Прецизионной линейкой и плоским щупом, как показано на рисунке 2.263, проверьте коробление рабочих поверхностей головки блока цилиндров, сопрягаемых с поверхностью блока цилиндров и с поверхностями впускного и выпускного коллекторов.
Максимально допустимое коробление поверхности:
блока цилиндров – 0,05 мм;
коллекторов – 0,08 мм.
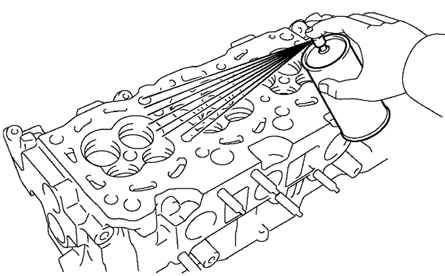 |
Рис. 2.264. Использование красителя при проверке блока цилиндров
|
Если величина коробления превышает максимально допустимую, замените головку блока цилиндров или отшлифуйте ее. Используя проникающий краситель, проверьте наличие трещин в камерах сгорания, впускных и выпускных каналах и на поверхности газового стыка (рис. 2.264).
При наличии трещин замените головку блока цилиндров или заварите ее (с последующей шлифовкой). Заварка трещин головки блока цилиндров должна производиться в специализированных мастерских. Очистите клапаны, для этого шабером снимите налет углеродистых отложений с тарелки клапана, после чего щеткой окончательно очистите клапан.
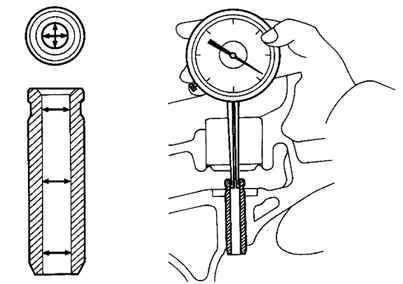 |
Рис. 2.265. Измерение нутрометром внутреннего диаметра направляющих втулок клапанов
|
Проверьте диаметры стержней клапанов и внутренние диаметры направляющих втулок клапанов, для этого нутромером измерьте внутренний диаметр направляющих втулок клапанов (рис. 2.265).
Внутренний диаметр втулки:
1MZ-FE – 5,510–5,530 мм.
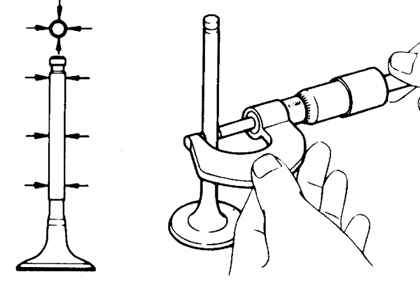 |
Рис. 2.266. Измерение диаметра стержня клапана микрометром
|
Так же микрометром измерьте диаметр стержня клапана (рис. 2.266).
Диаметр стержня клапана:
впускной клапан – 5,470–5,485 мм;
выпускной клапан – 5,465–5,480 мм.
По разности измерений диаметра стержня клапана и внутреннего диаметра направляющей втулки найдите зазор между стержнем клапана и его направляющей.
Стандартный масляный зазор:
впускной клапан – 0,025–0,060 мм;
выпускной клапан – 0,030–0,065 мм.
Максимальный масляный зазор:
впускной клапан – 0,08 мм;
выпускной – 0,10 мм.
Если зазор больше максимально допустимого, замените клапан и направляющую втулку.