
3.2.3.4. Шатуны с поршнями в сборе мотора 1.9 TDI 66 кВт AGR
ОБЩИЕ СВЕДЕНИЯ
Маркировка уплотнения между головкой блока цилиндров и блок-картером двигателя
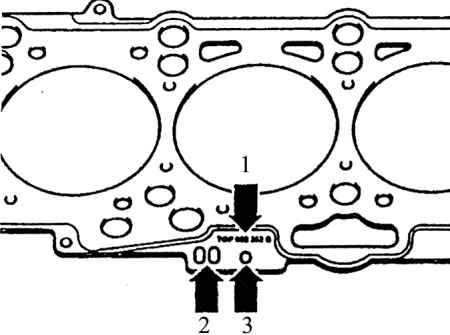
1 – номер детали;
2 – код;
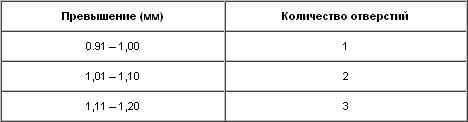
3 – количество отверстий обозначает допустимое превышение поршня над поверхностью блока
Расположение подобно тому, как в двигателе 1,6–55 кВт.
Шатуны изготовлены из стальных поковок. Верхняя проушина снабжена бронзовой втулкой. Нижняя проушина раздельная и в нее вкладываются вкладыши из трех слоев металлов. Правильное взаимное положение шатуна и его нижней части проушины обозначается кернением по бокам (см. обозначение В на рис. Монтажная развертка шатуна и поршня), принадлежность шатуна в сборе к цилиндру обозначается числом кернений на поверхности шатуна и нижней проушины (А). Шатуны разделены на группы по массе по 75 г и контролируются на параллельность обеих проушин.
Поршни изготавливаются из отливок легкого сплава (Al, Si, Cu, Ni, Mg). В трех канавках на каждом поршне два уплотнительных и одно маслосъемное кольца. Все кольца собираются надписью ТОР вверх. Положение при сборке и принадлежность к цилиндру указана на внутренней стороне поршня.
Поршни распределены на группы по массе и допуску на диаметр. Как цилиндры можно перешлифовывать до 2 раз, так и поршни можно шлифовать до 2 раз.
Поршневые пальцы стальные, пустотелые, внешний диаметр 17 мм, облегчающее отверстие – 10 мм. Пальцы свободно двигаются в проушинах шатунов и поршней. От выпадания их предохраняют упругие кольца, защелкнутые в канавках в поршнях. При сборке поршней и шатунов надо контролировать положение поршней в верхней мертвой точке. В зависимости от превышения поршня верхнего края цилиндра подбирается толщина уплотнения под головку блока цилиндров. Уплотнение между головкой блока цилиндров и блок-картером металлическое, фигурное, с обеих сторон обтянутое тонким слоем пластмассы. Выпускается оно в трех толщинах и обозначается отверстием либо насечкой по кромке.