Опасно: Всегда выполняйте процедуру "Отключение высокого напряжения" перед обслуживанием какого-либо компонента или соединения высокого напряжения. Необходимо наличие оборудования индивидуальной защиты (PPE) и соблюдение надлежащих процедур индивидуальной защиты.
Процедура "Отключение высокого напряжения" служит для выполнения следующих задач:
•
Определяет порядок отключения высокого напряжения.
•
Определяет порядок тестирования на предмет присутствия высокого напряжения.
•
Определяет условия, при которых всегда присутствует высокое напряжение и необходимо наличие оборудования индивидуальной защиты (ppe) и соблюдение надлежащих процедур индивидуальной защиты.
Несоблюдение процедур в точности, как написано, может привести к серьезной травме или смерти.
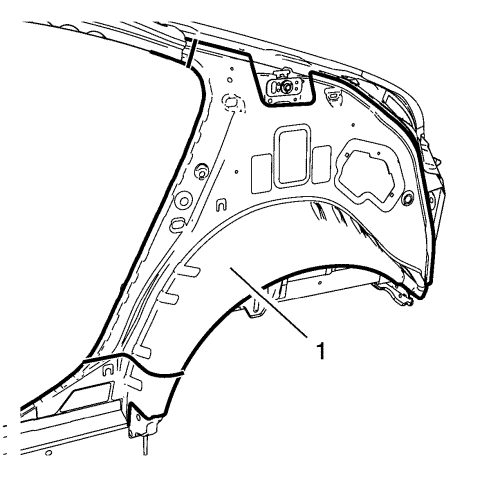
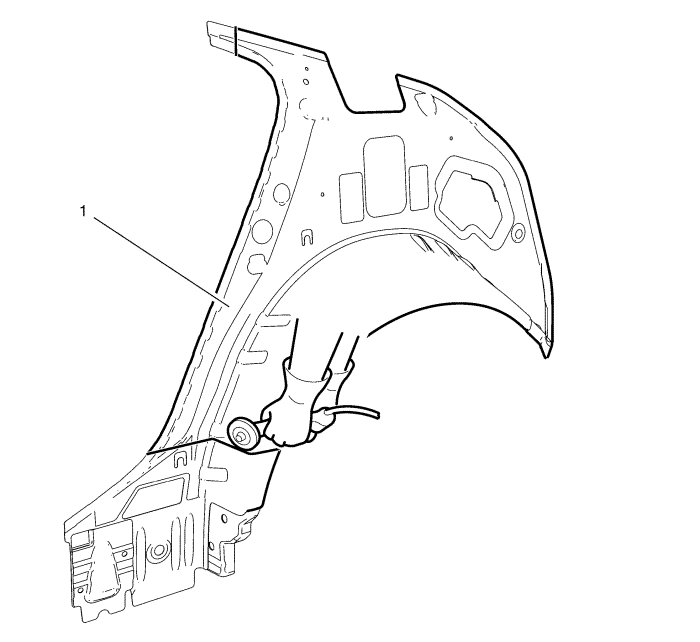
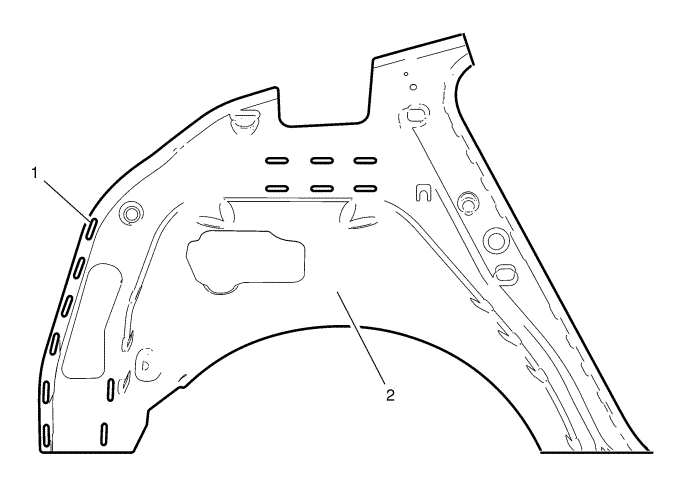
Обрежьте внутреннюю боковую панель кузова (1) в нужных местах, чтобы подогнать ее к оставшейся части исходной панели. Секционный шов должны быть выровнен, чтобы обеспечить зазор в 1,5 раза превышающий толщину металла.
Обработайте сопрягаемые поверхности по необходимости.
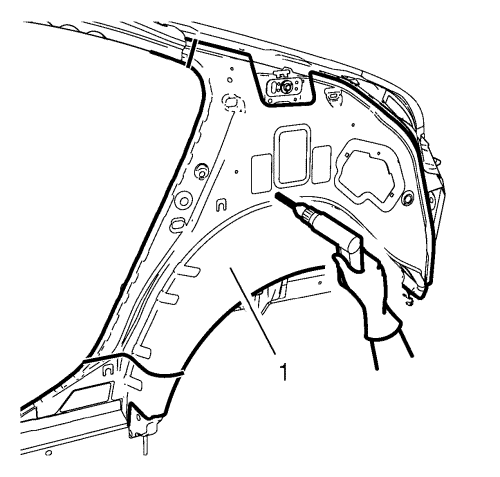
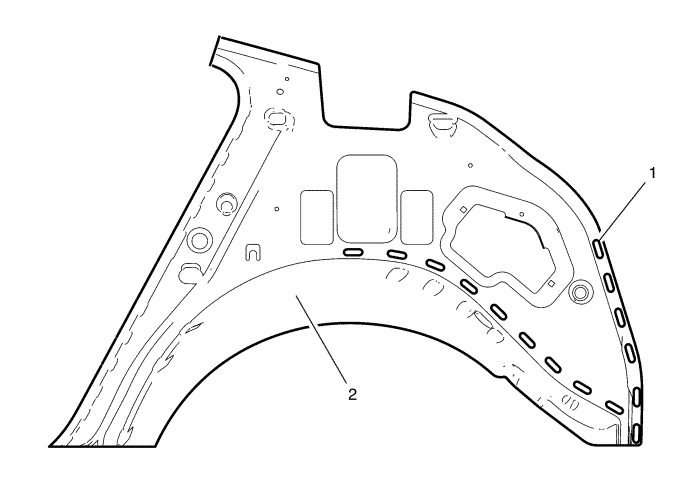
Сделайте 15 5 x 18 мм прорезей (1) для МИГ-пайки на внутренней панели боковины кузова (2).
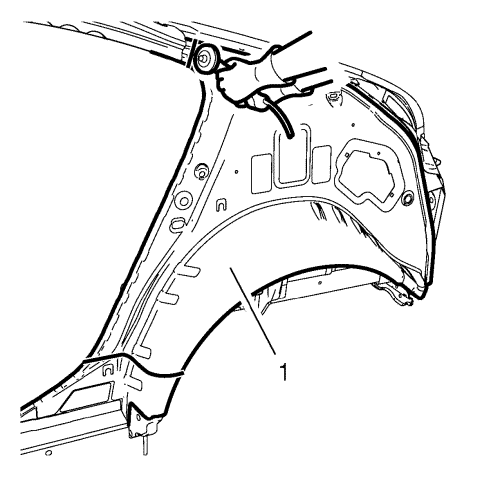
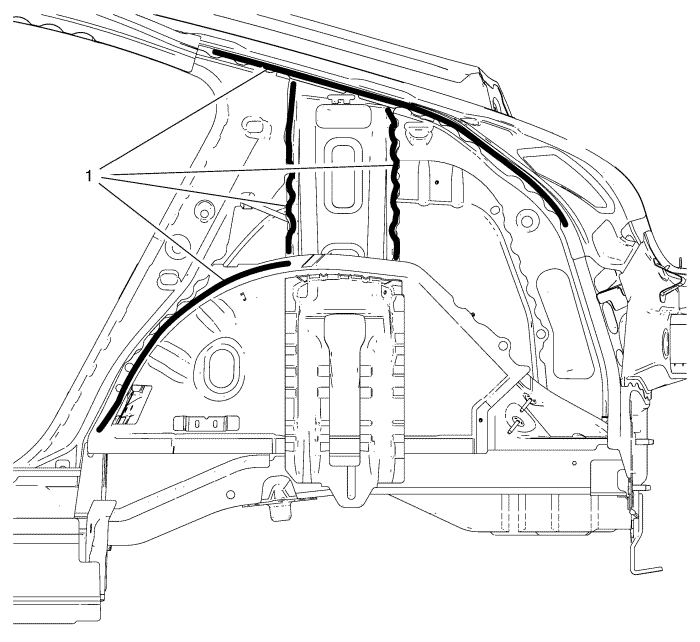
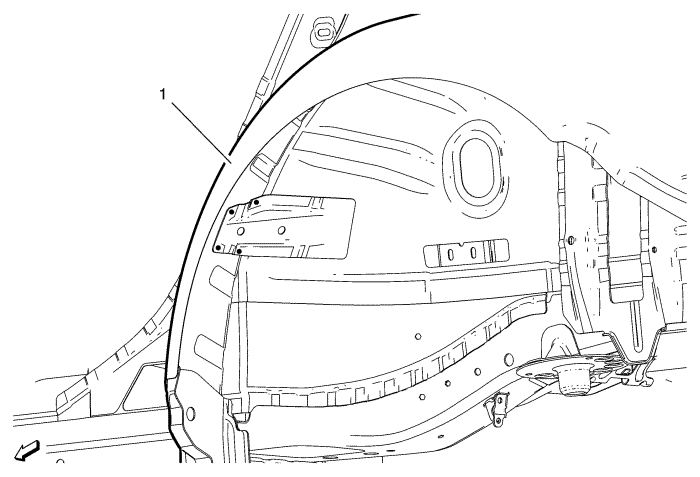
Нанесите монтажный клей (1).
Расположите внутреннюю панель боковины кузова (1) на автомобиле.
Проверьте подгонку внутренней панели боковины кузова.
Закрепите внутреннюю боковую панель кузова в нужном положении.
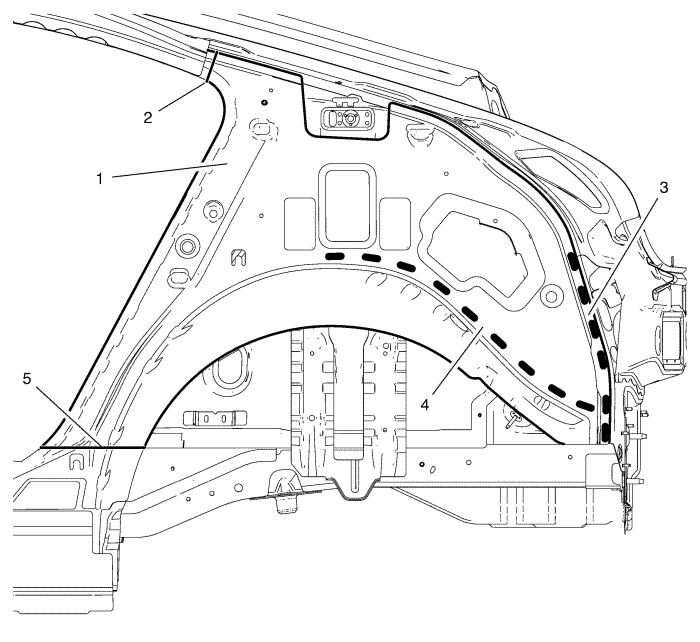
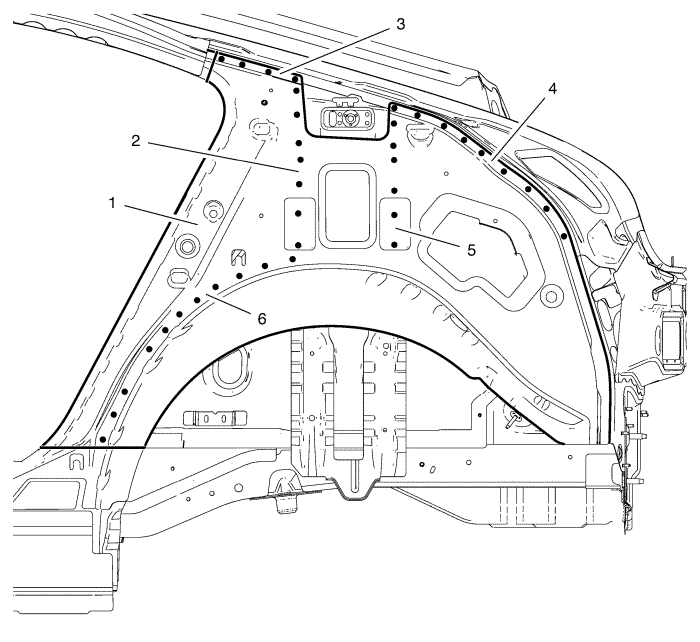
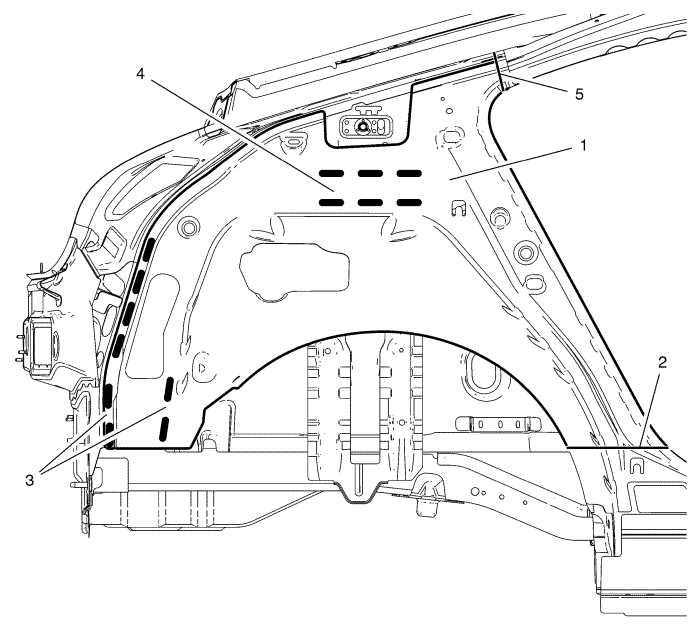
Припаяйте МИГ-пайкой внутреннюю панель боковины кузова (1) по месту.
•
Верхняя кромка (2) - 70 мм.
•
Задняя кромка (3) - 6 5 x 18 мм прорезей под пайку.
•
Внутренняя панель боковины кузова / панель задней колесной арки (4) - 9 5 x 18 мм прорезей под пайку.
•
Нижняя кромка (5) - 300 мм.
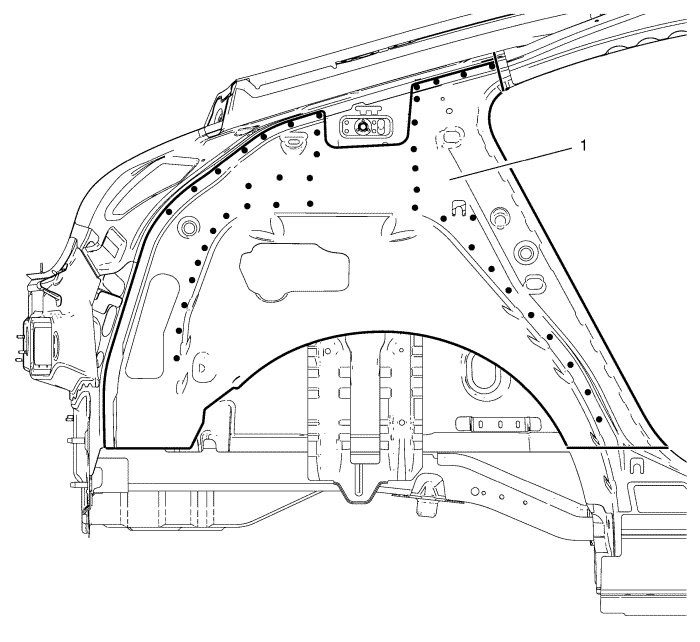
Приварите точечной сваркой внутреннюю панель со стороны кузова (1) по месту.
•
Внутренняя панель боковины кузова / панель задней колесной арки (2) - 7 мест точечной сварки.
•
Внутренняя панель боковины кузова / передняя часть заднего удлинителя внутренней панели боковины кузова (3) - 4 места точечной сварки.
•
Внутренняя панель боковины кузова / задняя часть заднего удлинителя внутренней панели боковины кузова (4) - 9 мест точечной сварки.
•
Внутренняя панель боковины кузова / панель задней колесной арки (5) - 6 мест точечной сварки.
•
Внутренняя панель боковины кузова / панель задней колесной арки (6) - 11 мест точечной сварки.
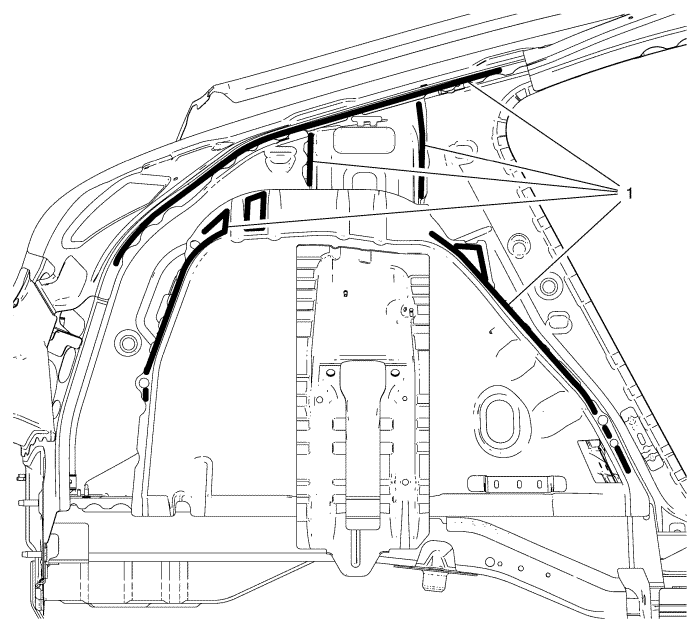
Приварите точечной сваркой внутреннюю панель со стороны кузова (1) по месту.
При необходимости нанесите мастику и антикоррозионное покрытие на ремонтируемый участок.
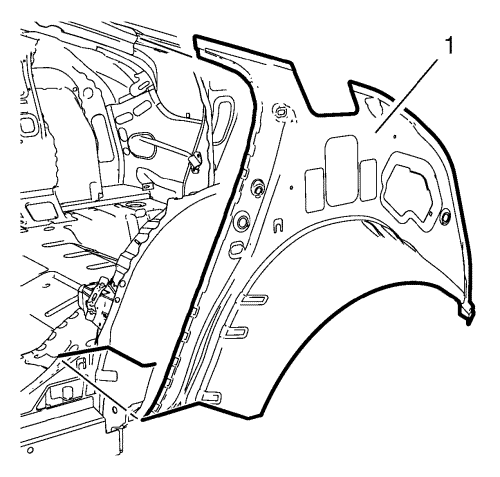
Обрежьте внутреннюю боковую панель кузова (1) в нужных местах, чтобы подогнать ее к оставшейся части исходной панели. Секционный шов должны быть выровнен, чтобы обеспечить зазор в 1,5 раза превышающий толщину металла.
Обработайте сопрягаемые поверхности по необходимости.
Сделайте 14 5 x 18 мм прорезей (1) для МИГ-пайки на внутренней панели боковины кузова (2).
Нанесите монтажный клей (1).
Расположите внутреннюю панель боковины кузова (1) на автомобиле.
Проверьте подгонку внутренней панели боковины кузова.
Закрепите внутреннюю боковую панель кузова в нужном положении.
Припаяйте МИГ-пайкой внутреннюю панель боковины кузова (1) по месту.
•
Нижняя кромка (2) - 300 мм.
•
Задняя кромка (3) - 8 5 x 18 мм прорезей под пайку.
•
Внутренняя панель боковины кузова / панель задней колесной арки (4) - 6 5 x 18 мм прорезей под пайку.
•
Верхняя кромка (5) - 70 мм.
Приварите точечной сваркой внутреннюю панель со стороны кузова (1) по месту.
•
Внутренняя панель боковины кузова / панель задней колесной арки (2) - 10 мест точечной сварки.
•
Внутренняя панель боковины кузова / панель задней колесной арки (3) - 16 мест точечной сварки.
•
Внутренняя панель боковины кузова / задняя часть заднего удлинителя внутренней панели боковины кузова (4) - 7 мест точечной сварки.
•
Внутренняя панель боковины кузова / передняя часть заднего удлинителя внутренней панели боковины кузова (5) - 4 места точечной сварки.
•
Внутренняя панель боковины кузова / панель задней колесной арки (6) - 6 мест точечной сварки.
Приварите точечной сваркой внутреннюю панель со стороны кузова (1) по месту.
При необходимости нанесите мастику и антикоррозионное покрытие на ремонтируемый участок.