Опасно: Всегда выполняйте процедуру "Отключение высокого напряжения" перед обслуживанием какого-либо компонента или соединения высокого напряжения. Необходимо наличие оборудования индивидуальной защиты (PPE) и соблюдение надлежащих процедур индивидуальной защиты.
Процедура "Отключение высокого напряжения" служит для выполнения следующих задач:
•
Определяет порядок отключения высокого напряжения.
•
Определяет порядок тестирования на предмет присутствия высокого напряжения.
•
Определяет условия, при которых всегда присутствует высокое напряжение и необходимо наличие оборудования индивидуальной защиты (ppe) и соблюдение надлежащих процедур индивидуальной защиты.
Несоблюдение процедур в точности, как написано, может привести к серьезной травме или смерти.
Осмотрите компоненты - не повреждены ли они. Должен быть отремонтирован весь поврежденный участок.
При необходимости удалите мастику и антикоррозионное покрытие на ремонтируемом участке.
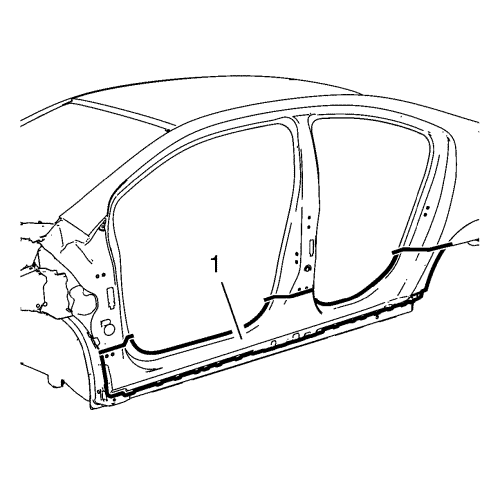
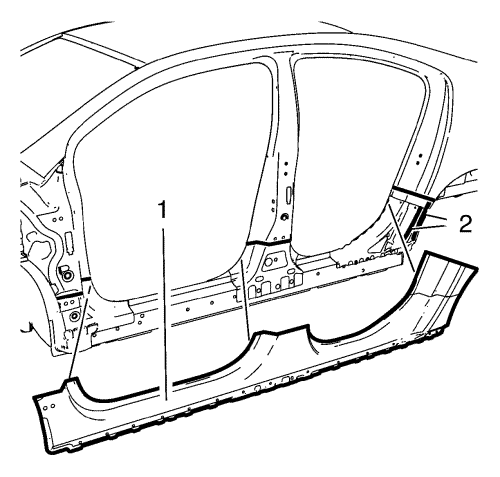
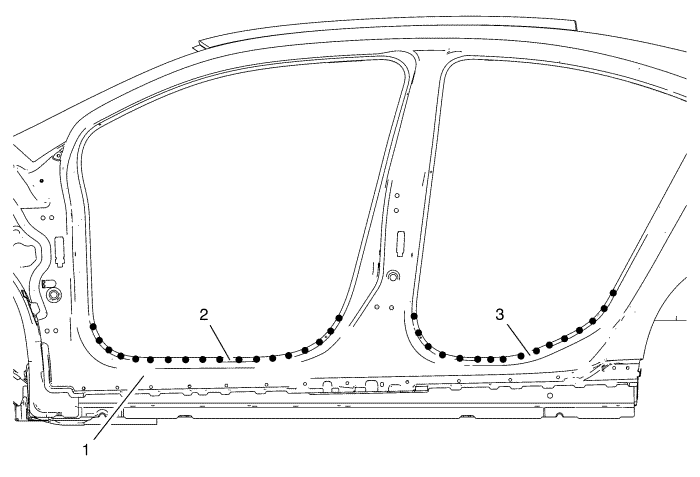
Проведите линии отреза на наружной панели порога (1)
Обрежьте наружную панель порога (1) в тех местах, где необходимо провести разделение на секции.
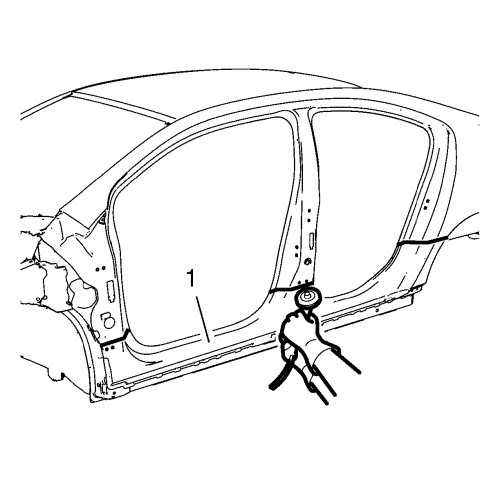
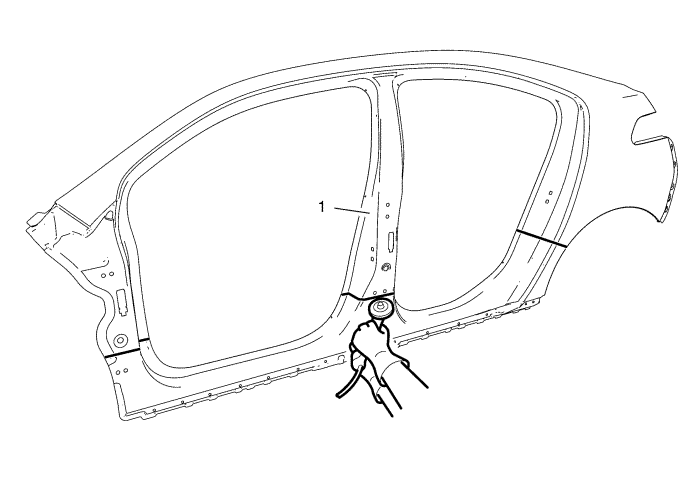
Идентифицируйте и пометьте все нужные заводские сварные швы для внешней панели молдинга (1).
Высверлите все места заводской сварки. Следует записать количество и места расположения сварок для последующей установки узла, прошедшего техническое обслуживание.
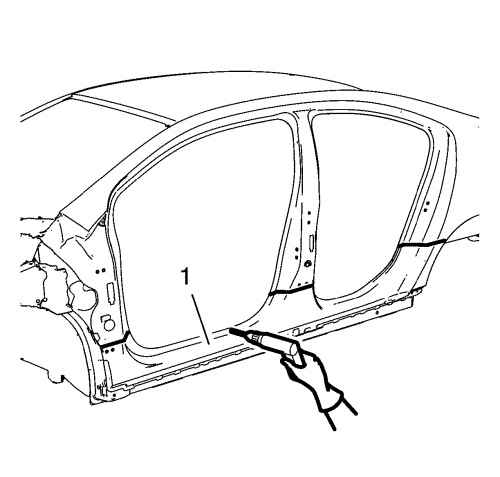
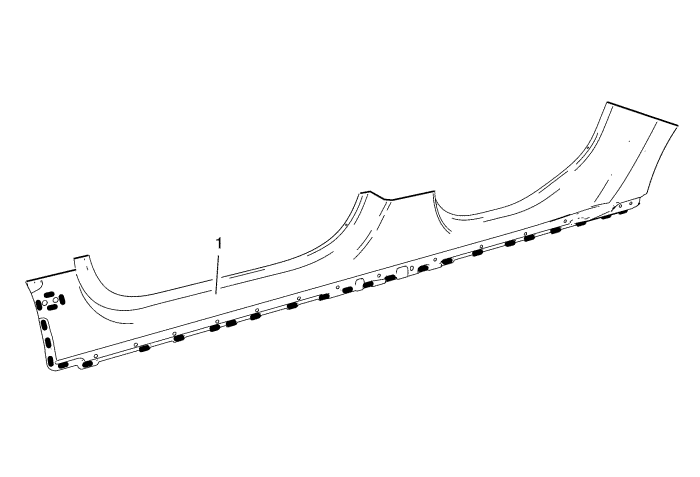
Отрежьте части от наружной панели боковины кузова (1) по месту расположения для стыковки с оставшимися частями первоначальной панели. Секционный шов необходимо зачистить, чтобы обеспечить зазор, в 1,5 раза превышающий толщину металла у секционного шва.
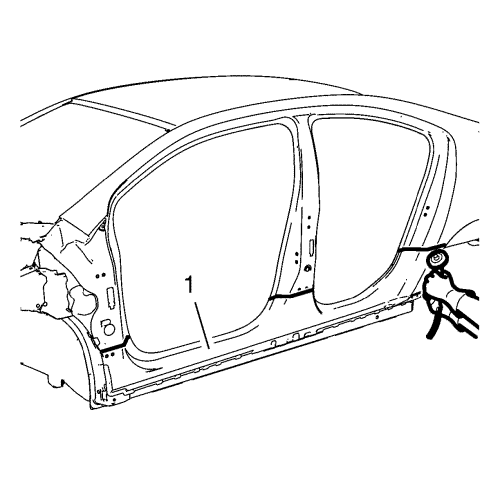
Сделайте 28 прорезей 5 x 8 мм для МИГ-пайки на наружной панели порога (1).
Обработайте сопрягаемые поверхности по необходимости.
Очистите и подготовьте контактные поверхности к точечной сварке и сваркопайке.
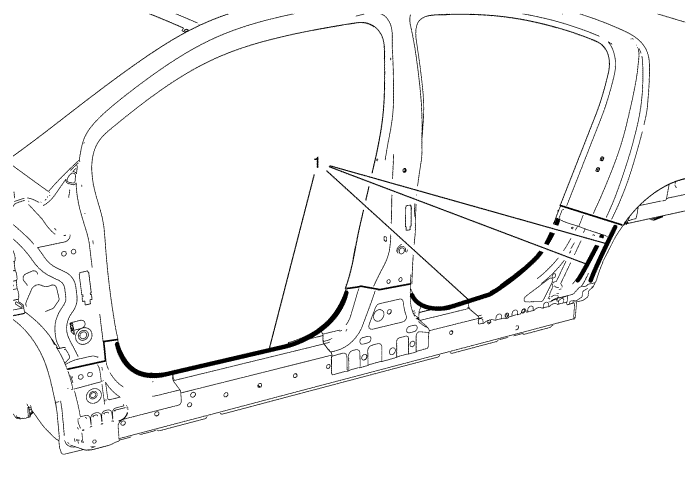
Нанесите монтажный клей (1).
Установите на автомобиль внешнюю панель молдинга (1).
Проверьте подгонку внешнего молдинга.
Закрепите панель внешнего молдинга в нужном положении.
Приварите точечной сваркой наружную панель молдинга (1) по месту.
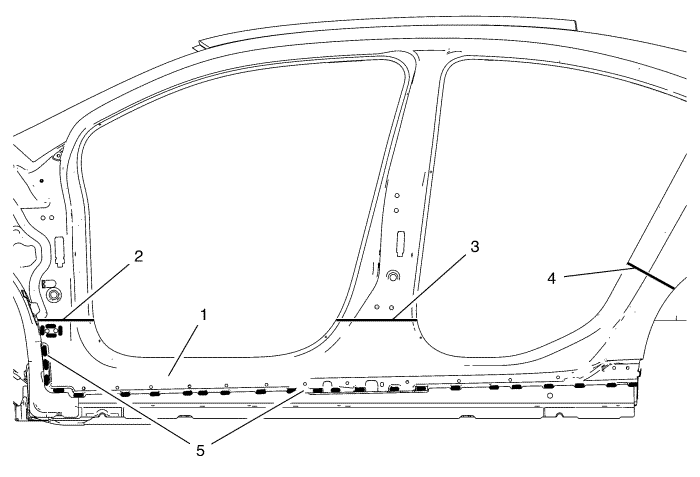
Наружная панель порога / центральная стойка (3) - 340 мм
10.3.
Наружная панель порога / наружная панель задней боковины кузова (4) - 300 мм
10.4.
Наружная панель порога (5) - 28 5 x 18 мм прорезей под пайку
Чтобы получить прочно пропаянный шов с минимальными тепловыми деформациями, делайте вдоль спая "стежки" по 25 мм с интервалами по 25 мм между ними. Затем вернитесь и выполните сварку/пайку прерывистым швом до конца.
При необходимости нанесите мастику и антикоррозионное покрытие на ремонтируемый участок.