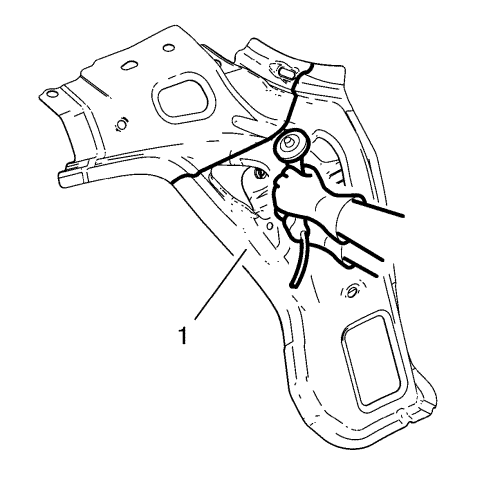
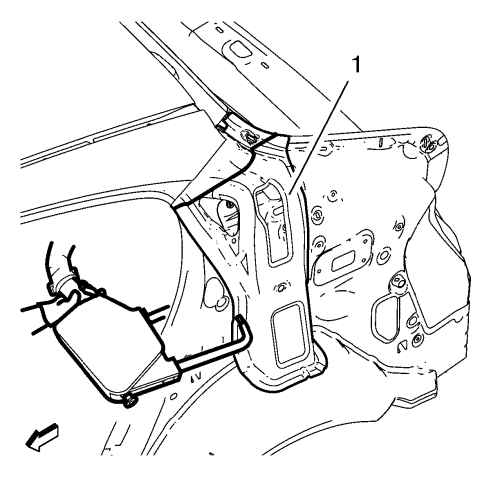
Сделайте линии отреза на сливном желобе проема задней подъемной двери (1).
Примечание: Следите за тем, чтобы не повредить внутренние панели и усилительные элементы.
Прорезать сливной желоб проема задней подъемной двери (1), где должна выполняться резка.
Идентифицируйте и пометьте все нужные заводские сварные швы на сливном желобе проема двери багажника .
Просверлите все заводские швы на сливном желобе проема задней подъемной двери (1). Следует записать количество и места расположения сварок для последующей установки узла, прошедшего техническое обслуживание.
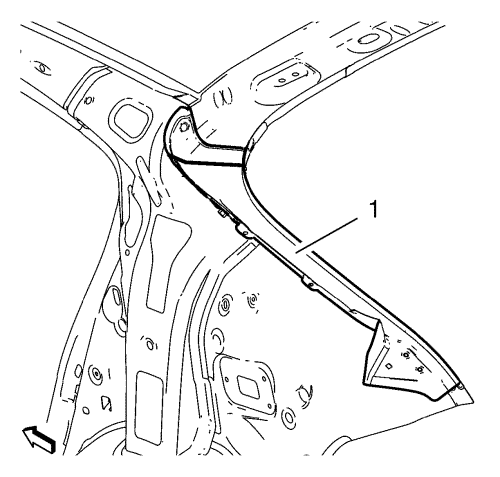
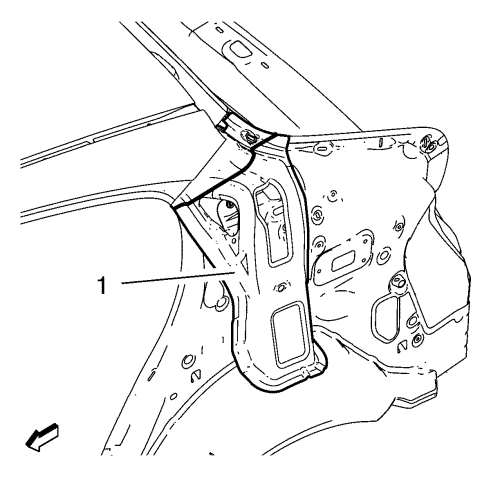
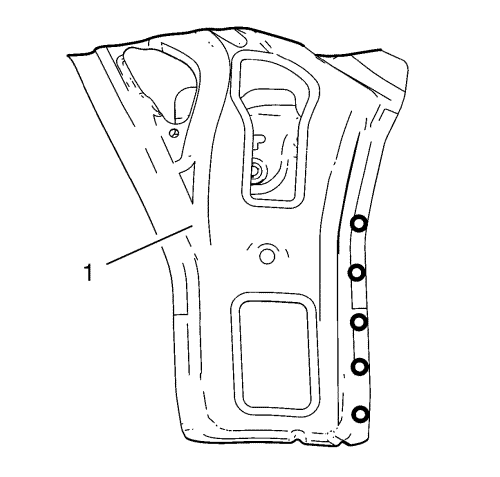
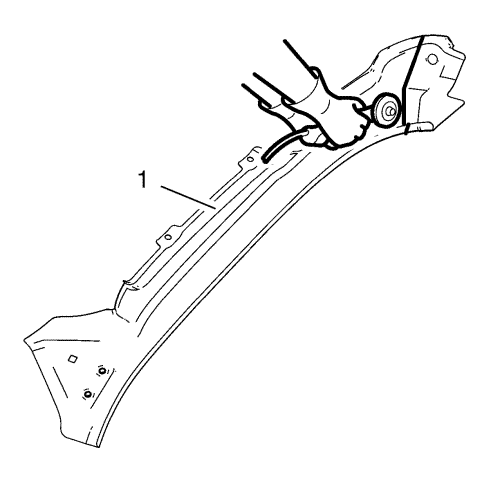
Проведите линии отреза на верхнем усилении (1) замыкающей стойки кузова.
Примечание: Следите за тем, чтобы не повредить внутренние панели и усилительные элементы.
Разрежьте верхний усилитель (1) стойки замка кузова, где должен быть сделать вырез.
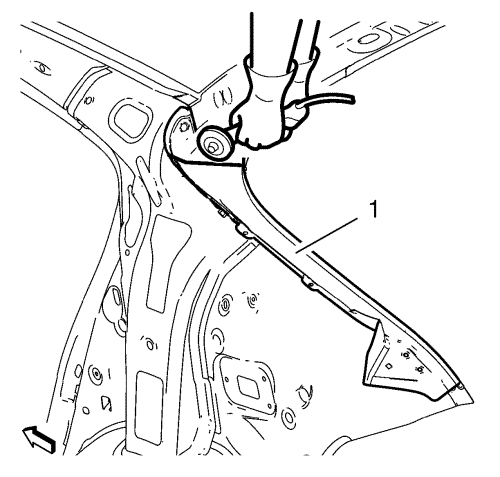
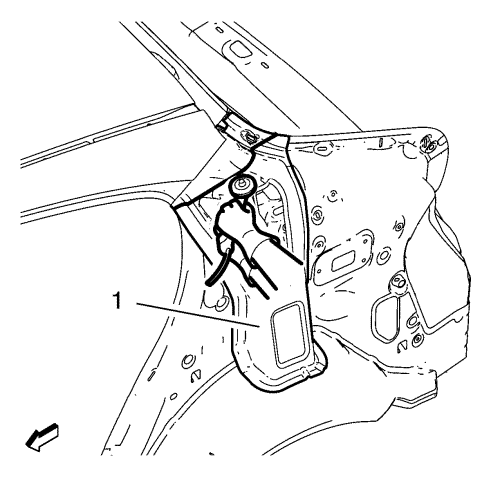
Идентифицируйте и пометьте все нужные заводские сварные швы на внешнем усилении замыкающей стойки кузова.
Просверлите все сварные точки верхнего элемента усиления (1) замыкающей стойки кузова. Следует записать количество и места расположения сварок для последующей установки узла, прошедшего техническое обслуживание.
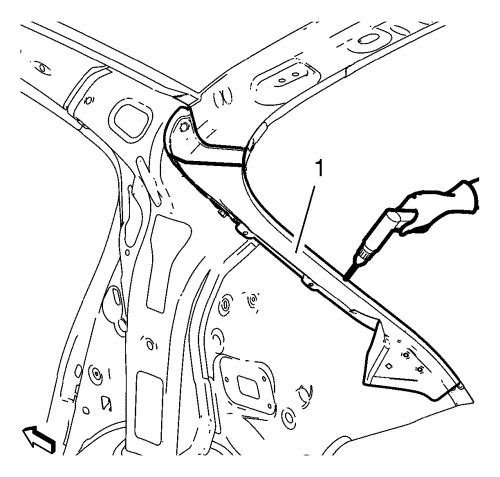
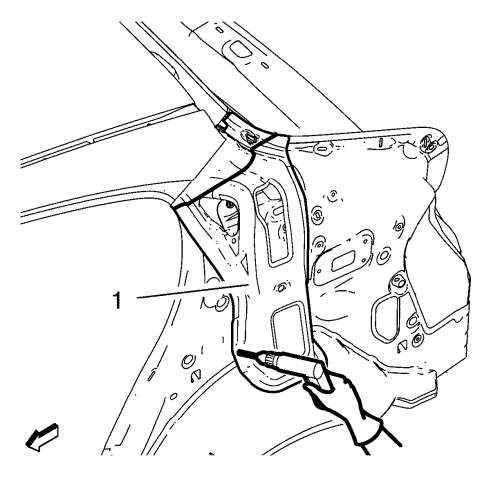
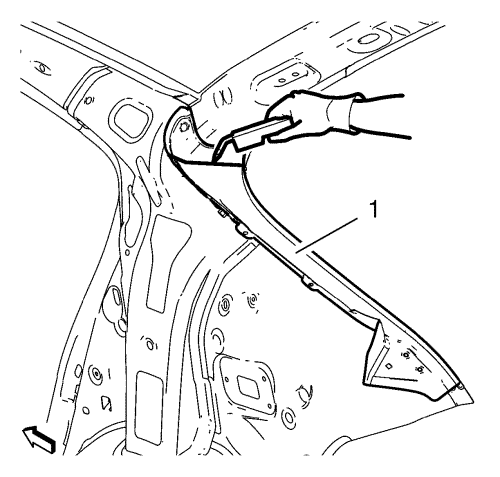
Обрежьте верхнее усиление замыкающей стойки кузова (1) в нужных местах, чтобы подогнать ее к оставшейся части исходной панели. Секционный шов должны быть выровнен, чтобы обеспечить зазор в 1,5 раза превышающий толщину металла.
Просверлите отверстия 8 мм (5/16 дюйма) для приваривания методом точечной сварки к верхнему элементу усиления замыкающей стойки кузова (1).
Обработайте сопрягаемые поверхности по необходимости.
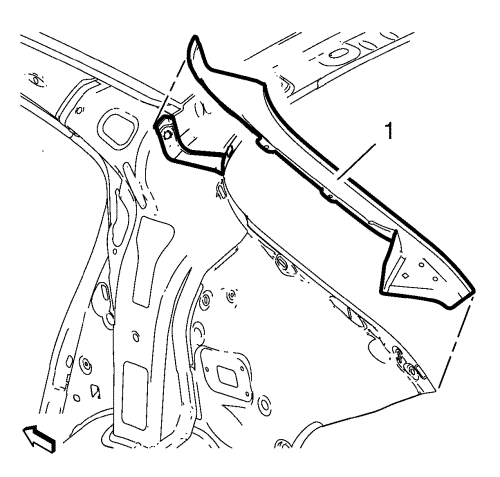
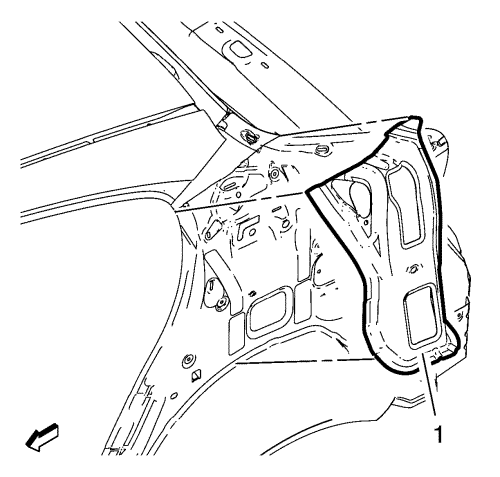
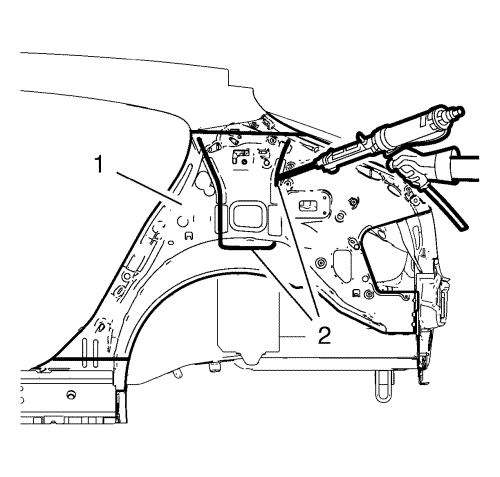
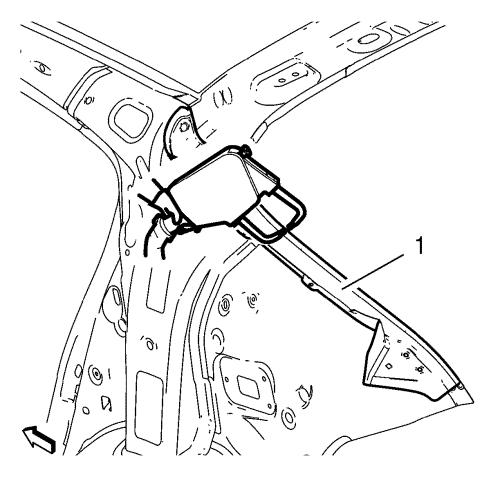
Нанести монтажный клей (2) на внутреннюю панель боковой стороны кузова (1).
Чтобы получить прочный шов с минимальными тепловыми деформациями, делайте "стежки" по 25 мм (1 дюйм) с интервалами по 25 мм (1 дюйм) между ними. Затем вернитесь и выполните сварку прерывистым швом до конца.
Обрежьте сливной желоб проема задней подъемной двери (1) в нужных местах, чтобы подогнать его к оставшейся части исходной панели. Секционный шов должны быть выровнен, чтобы обеспечить зазор в 1,5 раза превышающий толщину металла.
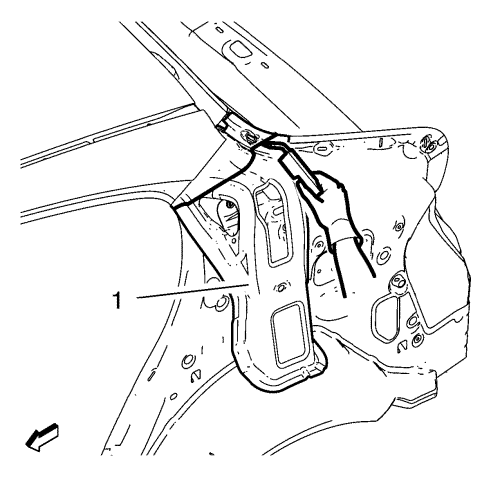
Приварить сливной желоб проема двери багажника (1) в соответствующих местах.
Чтобы получить прочный шов с минимальными тепловыми деформациями, делайте "стежки" по 25 мм (1 дюйм) с интервалами по 25 мм (1 дюйм) между ними. Затем вернитесь и выполните сварку прерывистым швом до конца.
Приварить точечной сваркой сливной желоб проема двери багажника (1) в соответствующих местах.