Cruze |
||||||||
|
|
|
|||||||
Примечание: В соответствии с различными условиями антикоррозийной гарантии разрешается использовать только предписанные региональные методы соединения.
Предупреждение См. Допущенное оборудование для ремонта последствий столкновения в разделе "Введение".
Предупреждение См. Классификация столкновений Предупреждение в разделе "Введение".
Предупреждение См. Обращение со стеклом и листовым металлом Предупреждение в разделе "Введение".
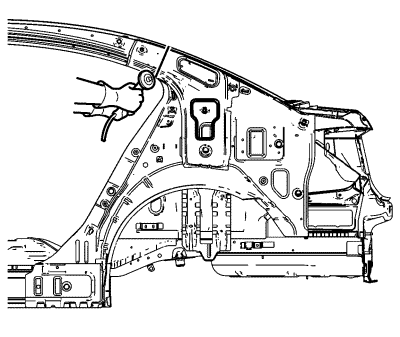
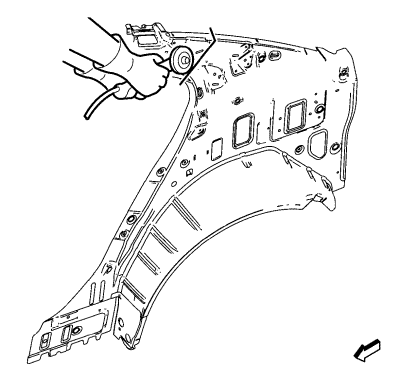
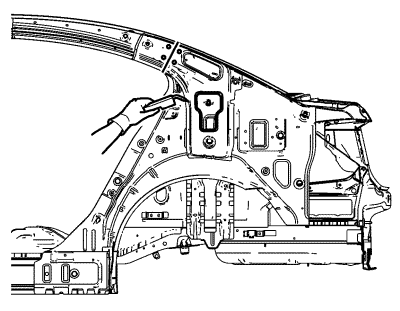
Примечание: Следите за тем, чтобы не повредить другие панели и усилительные элементы.
Примечание: Следите за тем, чтобы не повредить другие панели и усилительные элементы.
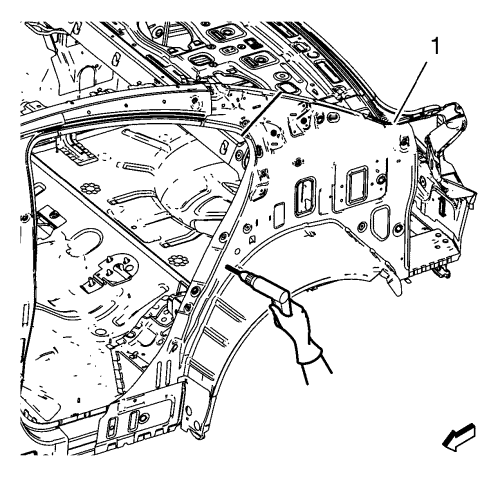
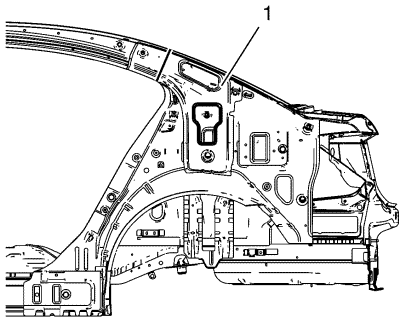
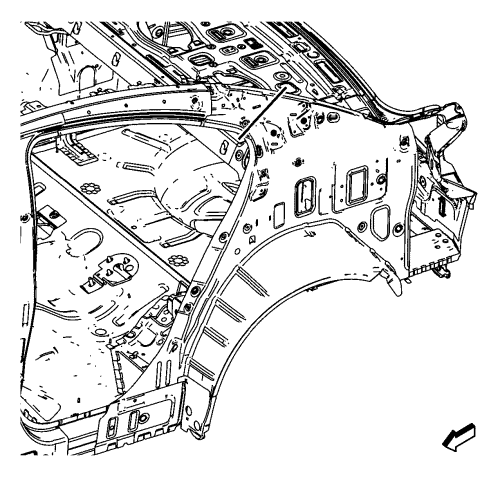
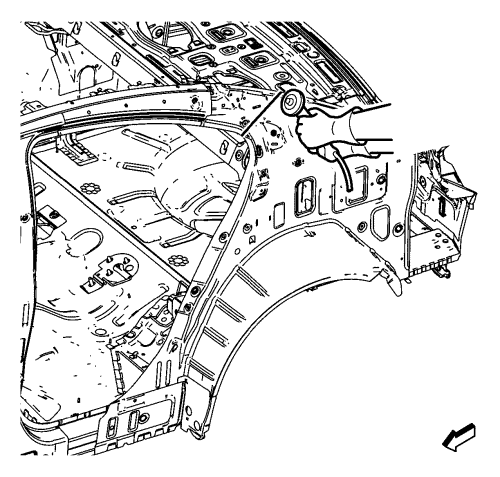
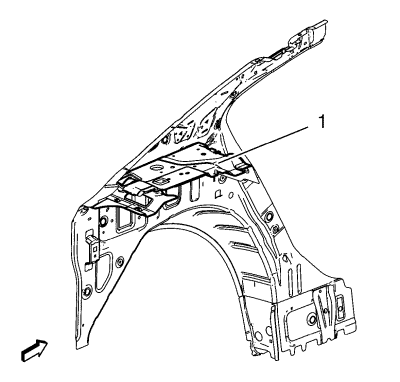
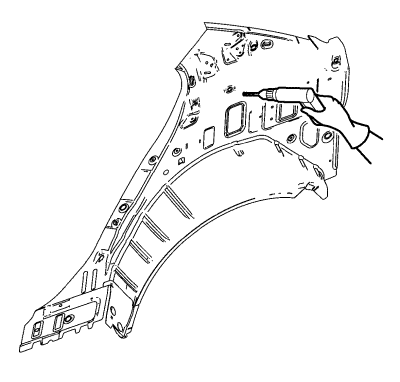
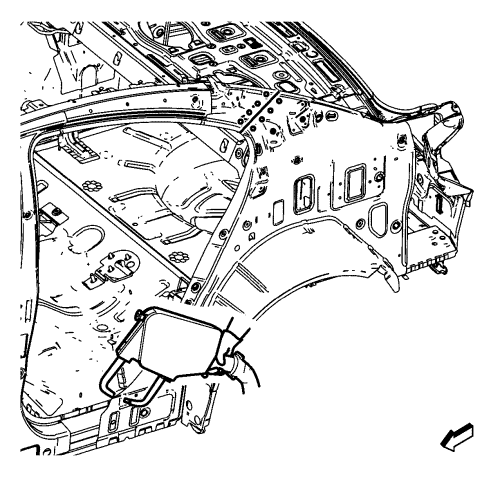
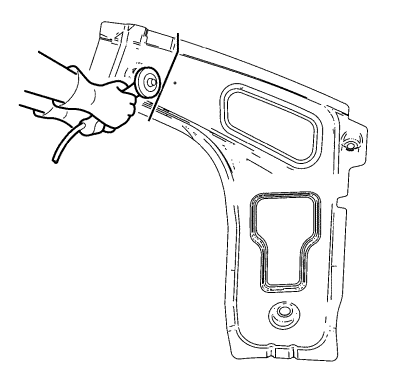
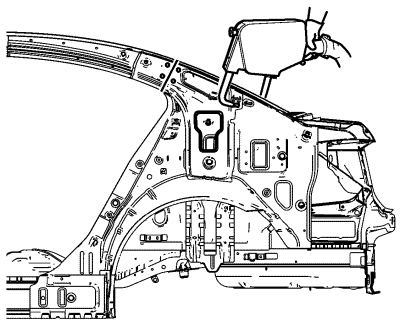
Примечание: Просверлите скрытые заводские сварные швы там, где внешняя задняя боковая панель кузова (1) накладывается на внутреннюю боковую панель кузова.
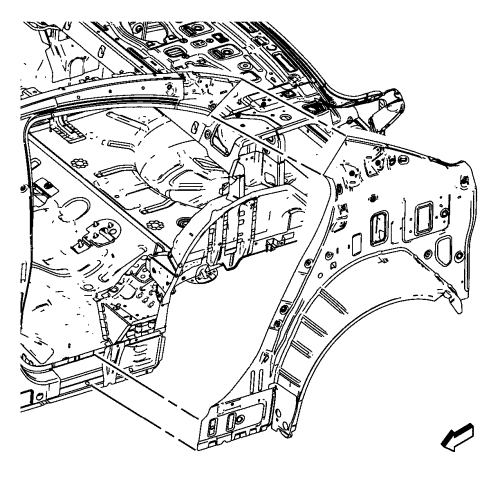
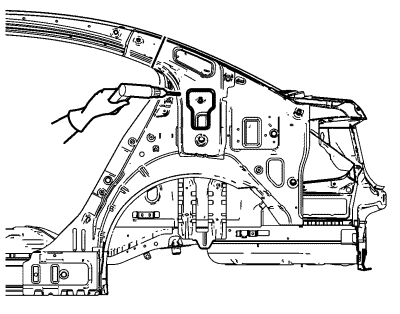
Примечание: Зоны МИГ-сварки 50 мм (2 дюйма) должны быть очищены от монтажного клея.
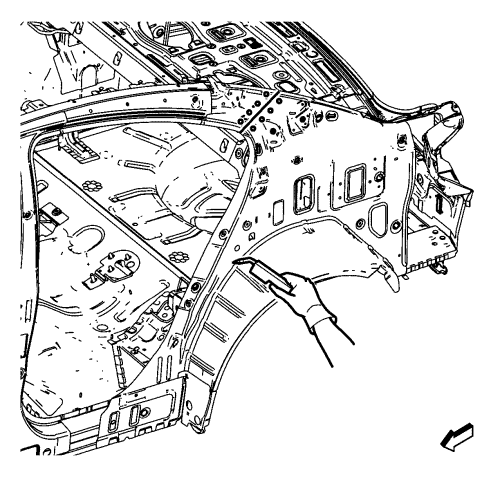
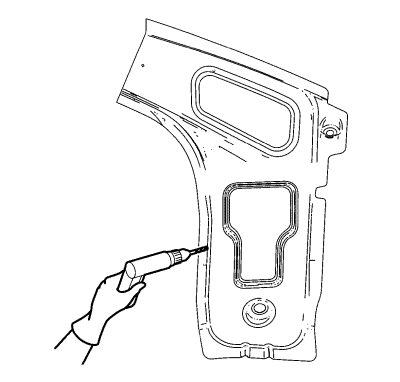
Примечание: Зоны МИГ-сварки 50 мм (2 дюйма) должны быть очищены от монтажного клея.
| https://vnx.su/ 🛠 Руководства по ремонту и эксплуатации для автомобилей |



