Разделение на секции наружной панели молдинга -- МИГ-сварка
Примечание: В соответствии с различными условиями антикоррозийной гарантии разрешается использовать только предписанные региональные методы соединения.
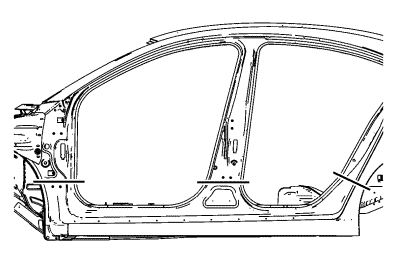
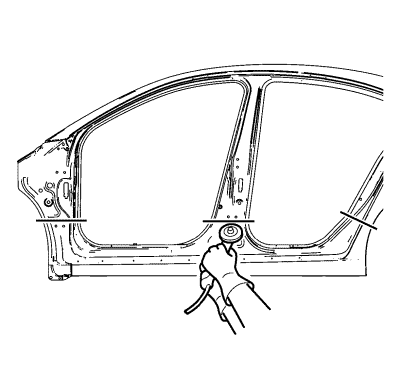
Обрежьте панель внешнего молдинга (rocker outer panel) в нужных местах, чтобы подогнать ее к оставшейся части исходной панели. Секционный шов должны быть выровнен, чтобы обеспечить зазор в 1,5 раза превышающий толщину металла.
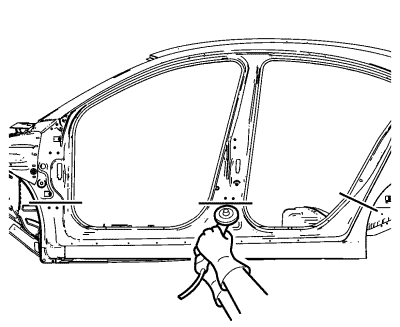
Обработайте сопрягаемые поверхности по необходимости.
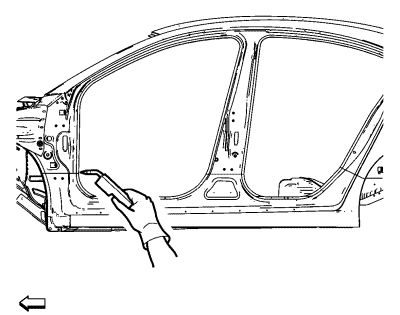
Очистите и подготовьте контактные поверхности к точечной сварке.
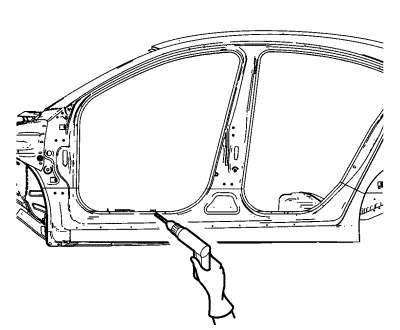
Примечание: Зоны МИГ-сварки 50 мм (2 дюйма) должны быть очищены от монтажного клея.
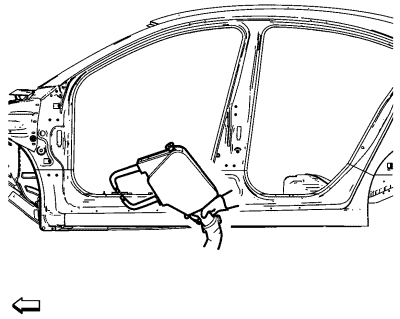
Нанесите на все контактные поверхности монтажный клей.
Установите на автомобиль панель внешнего молдинга (rocker outer panel).
Проверьте подгонку внешнего молдинга.
Закрепите панель внешнего молдинга в нужном положении.
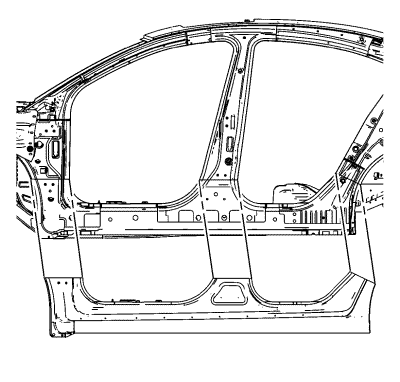
Выполните точечную сварку.
Чтобы получить прочно пропаянный шов с минимальными тепловыми деформациями, делайте "стежки" по 25 мм (1 дюйм) с интервалами по 25 мм (1 дюйм) между ними. Затем вернитесь и выполните сварку/пайку прерывистым швом до конца.