Примечание: В соответствии с различными условиями антикоррозийной гарантии разрешается использовать только предписанные региональные методы соединения.
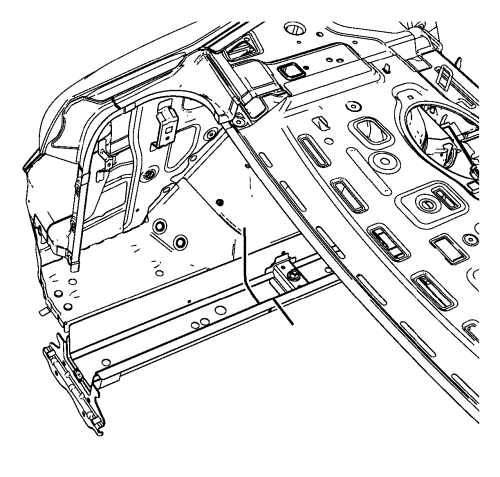
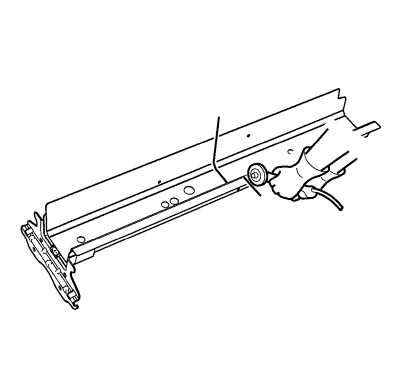
Проведите линии отреза на задней боковой направляющей.
Примечание: Следите за тем, чтобы не повредить другие панели и усилительные элементы.
Отрежьте панель там, где должно проходить сечение.
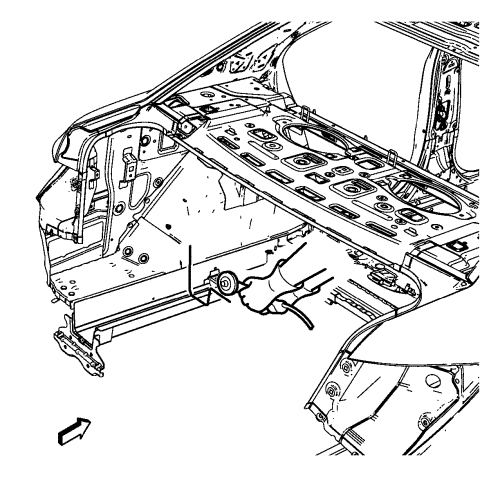
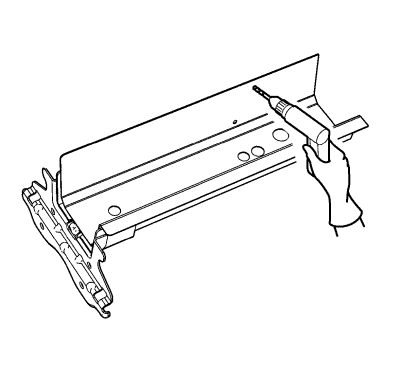
Идентифицируйте и пометьте все нужные заводские сварные швы на задней боковой направляющей.
Высверлите все места заводской сварки. Следует записать количество и места расположения сварок для последующей установки узла, прошедшего техническое обслуживание.
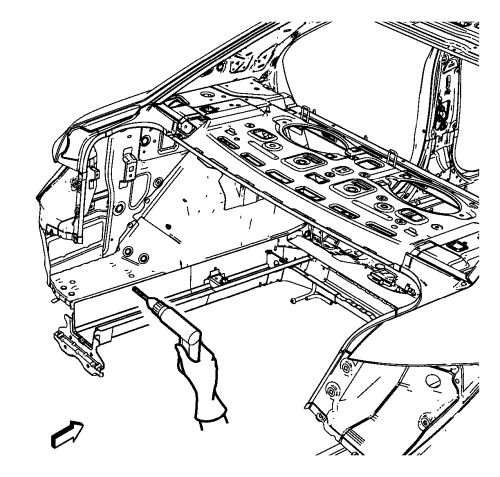
Обрежьте заднюю боковую направляющую в нужных местах, чтобы подогнать ее к оставшейся части исходной панели. Секционный шов должны быть выровнен, чтобы обеспечить зазор в 1,5 раза превышающий толщину металла.
Из неиспользуемой части ремонтируемой детали сделайте опорную прокладку размером 50 мм (2 дюйма).
Просверлите отверстия 8 мм (5/16 дюйма) вдоль секционного разреза на оставшейся исходной панели. Эти отверстия должны располагаться в 13 мм (1/2 дюйма) от края детали и отстоять друг от друга на 40 мм (1½ дюйма).
Обработайте сопрягаемые поверхности по необходимости.
Подложите опорные пластины наполовину в секционные швы, прижмите их и приварите к автомобилю перфорационной точечной сваркой.
Выравняйте заднюю боковую направляющую.
Просверлите отверстия 8 мм (5/1 дюйма) под перфорационную точечную сварку (пробочные сварные швы) вдоль кромок задней боковой направляющей, как отмечено на исходной панели.
Очистите и подготовьте к сварке контактные поверхности.
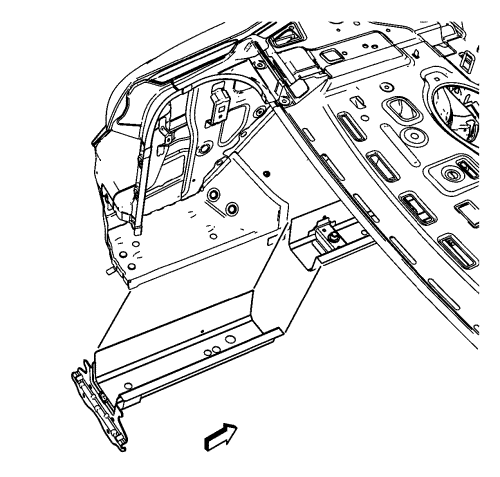
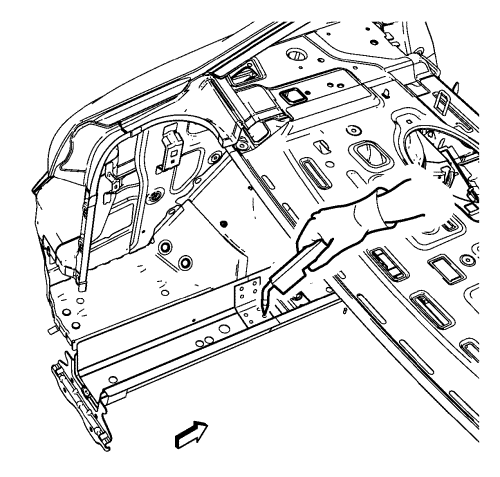
Установите на автомобиль заднюю боковую направляющую.
Проверьте подгонку задней боковой направляющей.
Закрепите заднюю боковую направляющую в нужном положении.
Выполните перфорационную точечную сварку.
Чтобы получить прочный шов с минимальными тепловыми деформациями, делайте "стежки" по 25 мм (1 дюйм) с интервалами по 25 мм (1 дюйм) между ними. Затем вернитесь и выполните сварку прерывистым швом до конца.