Примечание: В соответствии с различными условиями антикоррозийной гарантии разрешается использовать только предписанные региональные методы соединения.
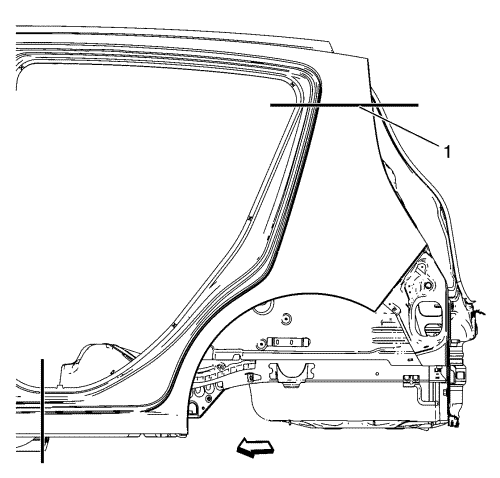
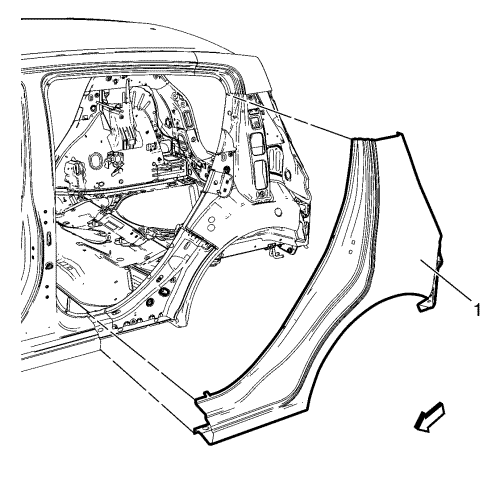
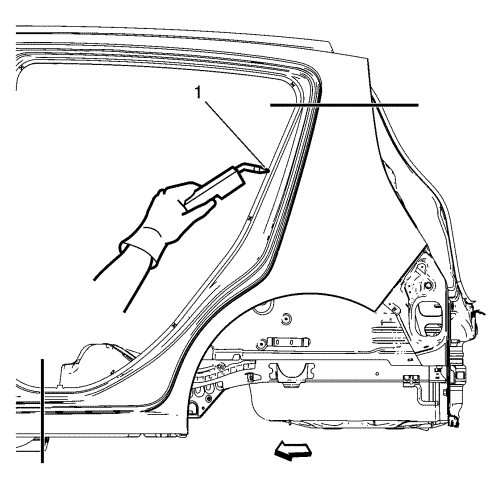
Проведите линии отреза на внешней боковой панели (1).
Примечание: Следите за тем, чтобы не повредить внутренние панели и усилительные элементы.
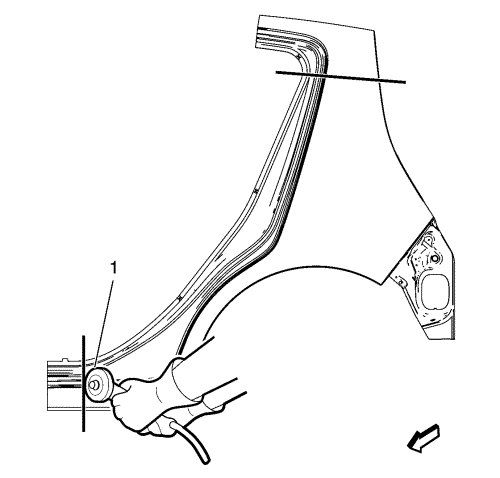
Отрежьте панель там, где должно проходить сечение (1).
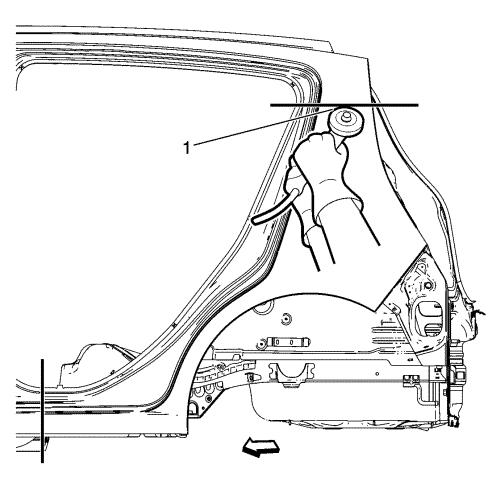
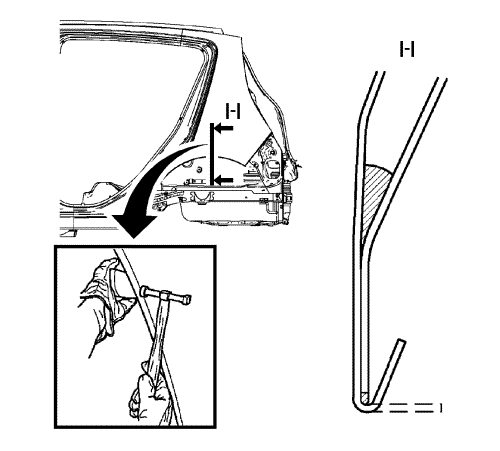
Откройте отбортовку колесной ниши (1).
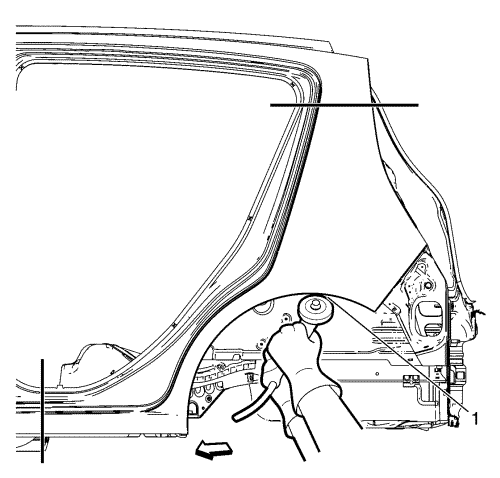
Идентифицируйте и пометьте все нужные заводские сварные швы на внешней задней панели.
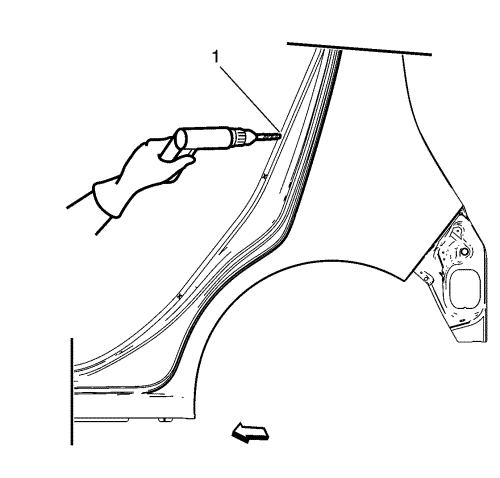
Высверлите все места заводской сварки (1). Следует записать количество и места расположения сварок для последующей установки узла, прошедшего техническое обслуживание.
Обрежьте внешнюю заднюю панель в нужных местах, чтобы подогнать ее к оставшейся части исходной панели. Новую деталь необходимо подпилить таким образом, чтобы обеспечить заход 25 мм (1 дюйма) на первоначальную панель в каждом месте стыка (1).
Обработайте сопрягаемые поверхности по необходимости.
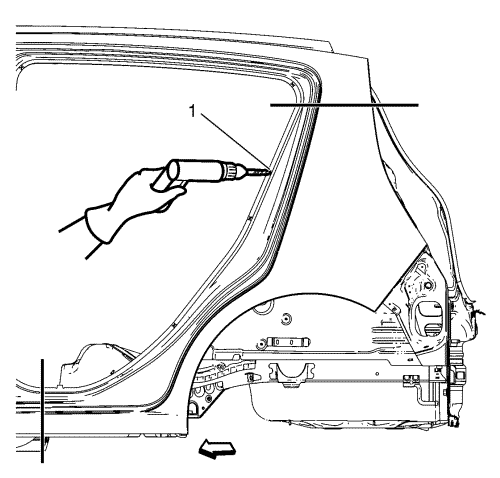
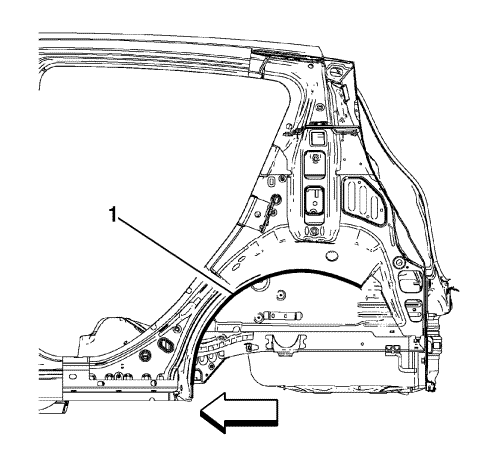
Просверлите отверстия диаметром 8 мм (5/16 дюйма) для перфорационной точечной сварки вдоль кромок корпуса наружной панели задней боковой части кузова, как помечено на исходной панели (1).
Очистите и подготовьте к сварке контактные поверхности.
Используйте однокомпонентный уретановый клей (1) для ветрового стекла, как показано на исходной панели.
Установите на автомобиль внешнюю боковую панель (1).
Проверьте установку наружной панели задней боковой части кузова.
Зафиксируйте наружную панель задней боковой части кузова в этом положении.
Выполните перфорационную точечную сварку (1).
Чтобы получить прочный шов с минимальными тепловыми деформациями, делайте "стежки" по 25 мм (1 дюйм) с интервалами по 25 мм (1 дюйм) между ними. Затем вернитесь и выполните сварку прерывистым швом до конца.
Выполните предварительную отбортовку с помощью щипцов ВО-6396 и комплекта инструментов ВО-6392.