Примечание: В соответствии с различными условиями антикоррозийной гарантии разрешается использовать только предписанные региональные методы соединения.
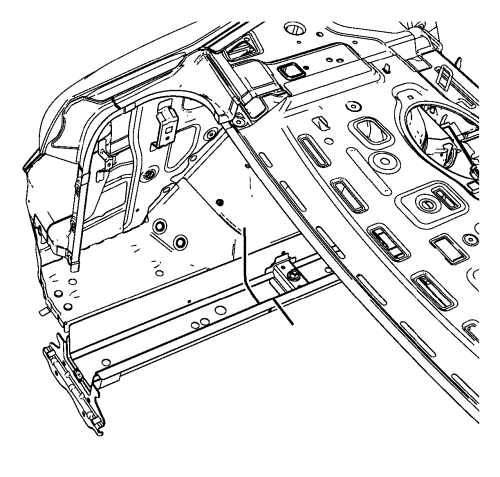
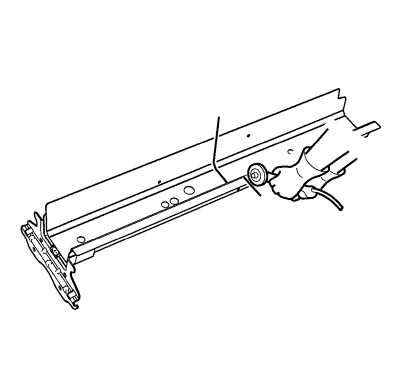
Обрежьте заднюю боковую направляющую в нужных местах, чтобы подогнать ее к оставшейся части исходной панели. Секционный шов должны быть выровнен, чтобы обеспечить зазор в 1,5 раза превышающий толщину металла.
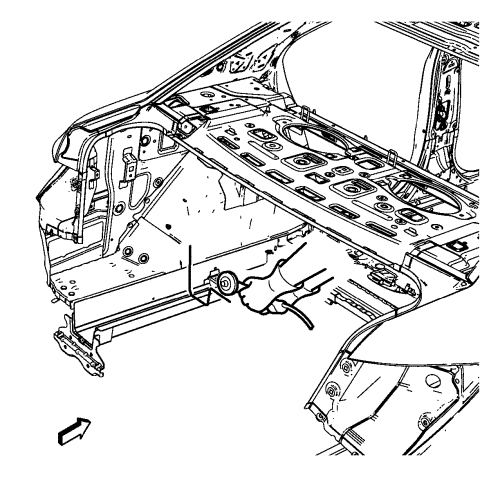
Из неиспользуемой части ремонтируемой детали сделайте опорную прокладку размером 50 мм (2 дюйма).
Сделайте прорези для МИГ-сварки 5 x 18 мм (4/16 x 11/16) вдоль края разреза на оставшейся части исходной детали. Эти отверстия должны располагаться в 13 мм (1/2 дюйма) от края детали и отстоять друг от друга на 40 мм (1½ дюйма).
Обработайте сопрягаемые поверхности по необходимости.
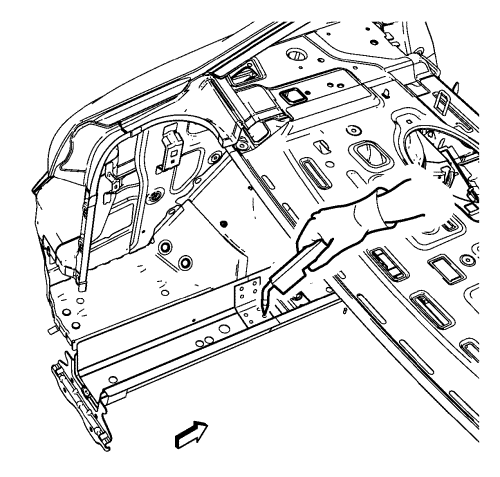
Подложите опорные пластины наполовину в швы разреза, прижмите их и приварите к автомобилю.
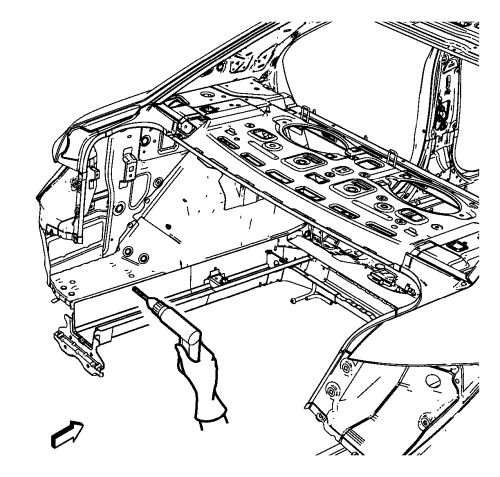
Выравняйте заднюю боковую направляющую.
Очистите и подготовьте контактные поверхности к точечной сварке и сваркопайке.
Примечание: Зоны МИГ-сварки 50 мм (2 дюйма) должны быть очищены от монтажного клея.
Нанесите на все контактные поверхности монтажный клей.
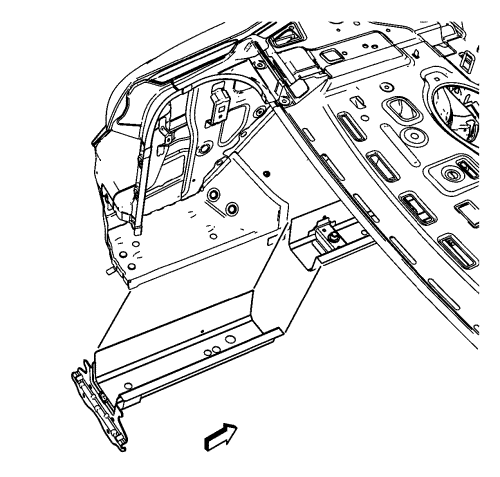
Установите на автомобиль заднюю боковую направляющую.
Проверьте подгонку задней боковой направляющей.
Закрепите заднюю боковую направляющую в нужном положении.
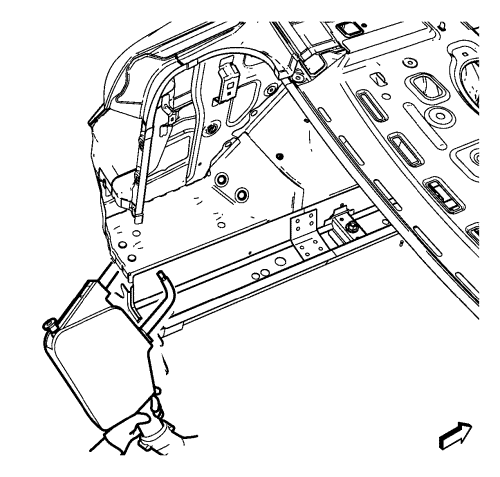
Выполните сварку/пайку.
Чтобы получить прочно пропаянный шов с минимальными тепловыми деформациями, делайте "стежки" по 25 мм (1 дюйм) с интервалами по 25 мм (1 дюйм) между ними. Затем вернитесь и выполните сварку/пайку прерывистым швом до конца.