4.7.6. Чистка и проверка состояния головки цилиндров
Тщательная очистка головки цилиндров и компонентов клапанного механизма с последующей детальной проверкой их состояния помогут определить приблизительный объем предстоящих восстановительных работ.

|
Сильные перегревы двигателя могут привести к деформации головки цилиндров и нарушению плоскостности ее сопрягаемых поверхностей.
|
Чистка
|
|
- Соскоблите с сопрягаемых поверхностей головки цилиндров, все следы материала старой прокладки и герметика, - постарайтесь не повредить поверхности.
|
|
Существенно облегчит работу применение специального размягчителя, которым следует предварительно пропитать налипшие отложения, - спрашивайте в магазинах автомобильных аксессуаров.
|
- Удалите со стенок водяных каналов все следы накипи.
- Жесткой проволочной щеткой тщательно прочистите все доступные полости и отверстия. При сильном загрязнении каналов прочистку головки следует поручить специалистам.
- «Прогоните» подходящим по размеру метчиком каждое из болтовых отверстий, удалив из резьбы продукты коррозии, следы старого герметика и восстановив поврежденные витки. При наличии доступа к источнику сжатого воздуха, продуйте отверстия, удалив из них стружку и мелкий мусор.

|
При использовании сжатого воздуха не забывайте надевать защитные очки!
|
- При помощи растворителя и латунной проволочной щетки очистите камеры сгорания от нагара.
- Промойте головку растворителем и тщательно просушите ее. Использование сжатого воздуха позволит существенно сократить срок сушки и даст гарантию качества прочистки плохо доступных полостей и отверстий.
|
|
Различного рода составы для удаления следов нагара, существенно облегчающие выполнение процедуры чистки, можно приобрести во многих магазинах автомобильных аксессуаров. Помните, что такого рода средства обычно являются химически агрессивными и должны применяться с соблюдением соответствующих мер предосторожности, - строго придерживайтесь инструкций изготовителей, обычно приведенных на этикетке тары.
|
- На
двигателях SOHC
промойте растворителем рычаги привода клапанов. Тщательно просушите компоненты с применением сжатого воздуха и сложите их в организованном порядке.
- Промойте растворителем и просушите толкатели/гидравлические компенсаторы клапанных зазоров.
|
|
Использование сжатого воздуха существенно облегчит выполнение процедуры (не забудьте надеть защитные очки).
|
- Промойте в растворителе и тщательно просушите клапанные пружины, их тарелки и сухари разрезных замков, - постарайтесь не перепутать компоненты.
- Соскоблите основную массу сформировавшихся на поверхностях клапанов отложений, затем проволочной насадкой к электродрели окончательно зачистите поверхности стержней и тарелок клапанов - следите, чтобы клапаны не оказались перепутаны.
|
|
Проверка состояния
|
|
Прежде чем принимать решение о необходимости проведения механической обработки головки цилиндров, тщательно изучите ее состояние. Ознакомившись с изложенным в настоящем подразделе материалом, составьте список нуждающихся в особом внимании компонентов.
|
Головка цилиндров
|
|
- Внимательно проверьте головку цилиндров на наличие следов утечек охлаждающей жидкости, трещин и прочих повреждений. Треснутая головка подлежит замене в обязательном порядке. В случае отсутствия уверенности в определении состояния головки, следует отправить ее для проверки в мастерскую автосервиса. Если ремонт не представляется возможным, замените дефектную головку.
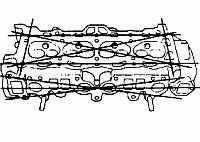
- При помощи измерителя плоскостности и щупа лезвийного типа проверьте сопрягаемую поверхность головки на наличие признаков деформации. Если неплоскостность превышает допустимое по нормативам значение (см. Спецификации в Главе
Двигатели), головку необходимо отправить в проточку в механическую мастерскую.
|
|
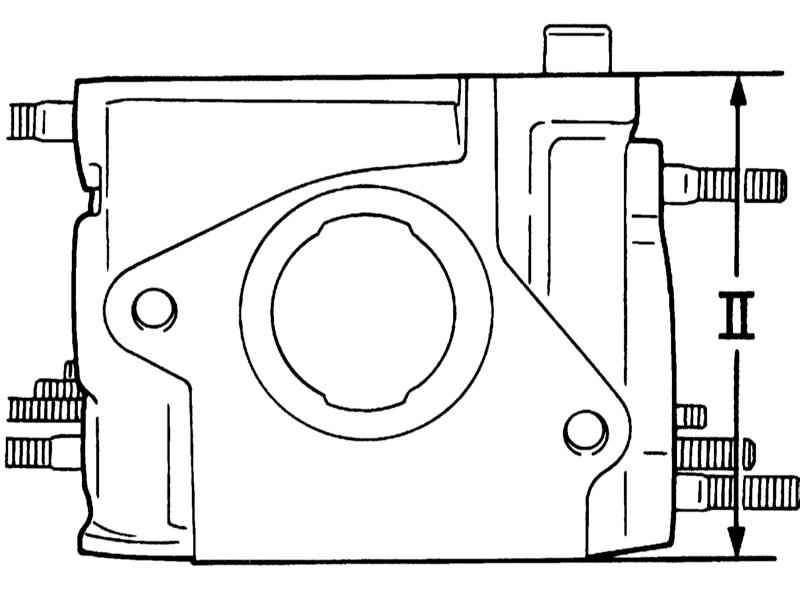
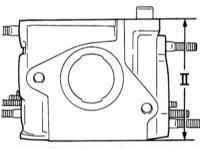
Одним из рабочих параметров головок цилиндров является их минимальная допустимая высота (II) (от сопрягаемой поверхности до сопрягаемой поверхности), которая не должна быть принижена в процессе механической обработки (см. Спецификации в Главе
Двигатели).
|
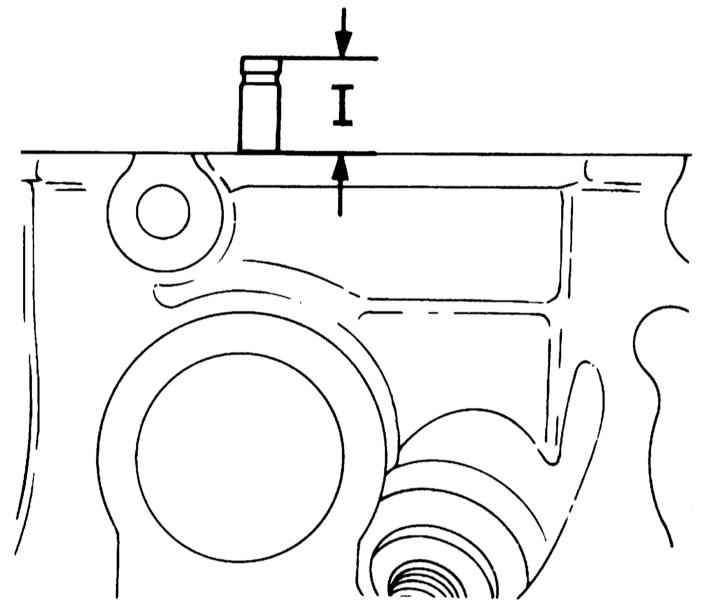
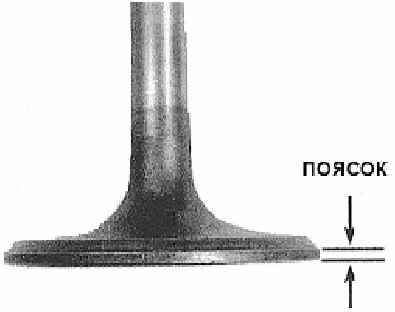
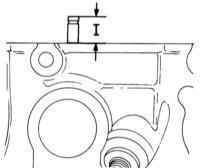
- Стержень клапана не должен выступать из головки цилиндров на величину более «I» Для двигателей OHC 1.2 и 1.4 л эта величина должна быть не более 14.4 мм. Торец клапана обработке не подлежит. Если размер «I» превышен, головку цилиндров следует заменять.
|
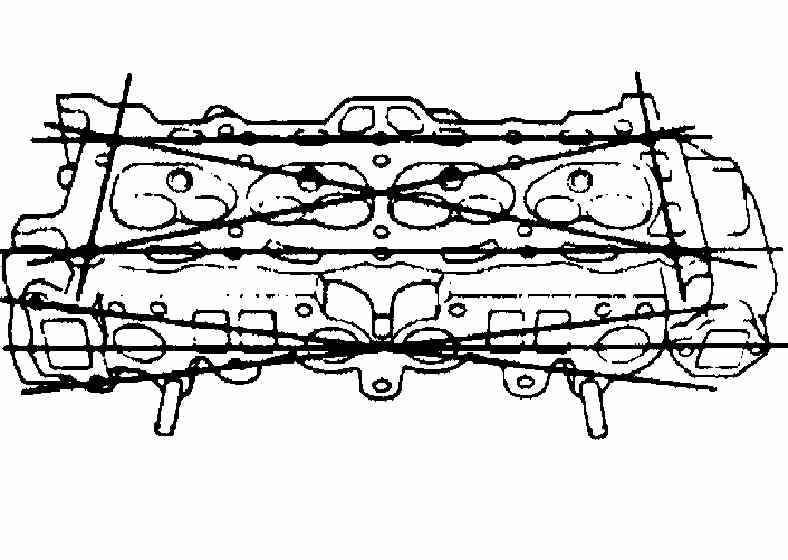
Оценка степени деформации головки цилиндров производится по диагоналям каждой из сопрягаемых поверхностей
|
|
Измерение высоты головки цилиндров производится от сопрягаемой поверхности до сопрягаемой поверхности
|
|
Измерение высоты выступа клапана над головкой цилиндров
|
- Проверьте состояние седел клапанов в каждой из камер сгорания. В случае выявления каверн, трещин, следов прогара, головку следует подвергнуть особому восстановительному ремонту, выполнение которого лежит вне пределов квалификации среднестатистического механика-любителя и должно быть поручено специалистам автосервиса (предварительно должны быть заменены изношенные направляющие втулки клапанов).
|
|
На дизельных двигателях существует возможность замены седел клапанов.
|
- При помощи специального нутромера замерьте внутренний диаметр направляющей втулки клапана. После извлечения измерителя из втулки производится обмер его микрометром. Измерьте также наружный диаметр стержня клапана. С целью определения величины зазора посадки клапана во втулке вычтите из результата первого измерения результат второго. Сравните полученные данные с требованиями Спецификаций в главе
Двигатели.
|
|
При пользовании нутромером введите его до середины длины втулки, затем подвигайте вверх-вниз. Неравномерность сопротивления перемещению измерителя свидетельствует о наличии конусности втулки. При отсутствии уверенности при определении состояния компонентов не стесняйтесь обращаться за помощью к специалистам.
|
- Изношенные втулки подлежат замене. Старые втулки выбиваются в камеры сгорания при помощи выколотки. Перед установкой новые втулки следует остудить в морозильной камере, затем запрессовать в сверления головки со стороны распределительного вала до предписанного нормами (см. Спецификации в Главе
Двигатели) уровня выступания (если данные по высоте выступания направляющей втулки не приведены, обращайтесь за консультациями к специалистам фирменной станции техобслуживания компании Opel).
|
|
Признаком ослабления посадки клапанов в направляющих втулках является появление синего дыма на выходе системы выпуска отработавших газов.
|
- На
дизельных двигателях
проверьте на наличие трещин и прогаров форкамеры. Незначительные дефекты не должны вызывать беспокойства. Замена камер требуется только в случаях глубоких прогаров, утраты первоначальной формы или ослаблении посадки в литье головки. При отсутствии уверенности в определении состояния форкамер не стесняйтесь обращаться за помощью к специалистам.
|
|
Клапаны
|
|
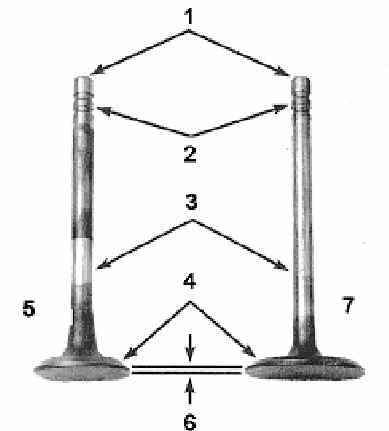
- Внимательно проверьте рабочие поверхности клапанов на наличие признаков неравномерного износа, деформаций, трещин, каверн и следов прогара. Оцените степень срабатывания стержней клапанов. Проверьте, нет ли трещин в шейках стержней. Путем вращения проверьте клапаны на изгиб. Удостоверьтесь в отсутствии каверн и признаков чрезмерного износа торцов Выявление любого из перечисленных дефектов требует доставки клапанов для восстановительного ремонта в мастерскую автосервиса.
Подлежащие проверке участки клапанов
- Измерьте ширину цилиндрической части (пояска) тарелки каждого из клапанов. Если ширина пояска оказывается меньше оговоренного в Спецификациях в Главе
Двигатели значения, замените клапан.
Ширина цилиндрической части (пояска) тарелки клапана должна быть не ниже оговоренного в Спецификациях значения
|
|
Клапанные пружины
|
|
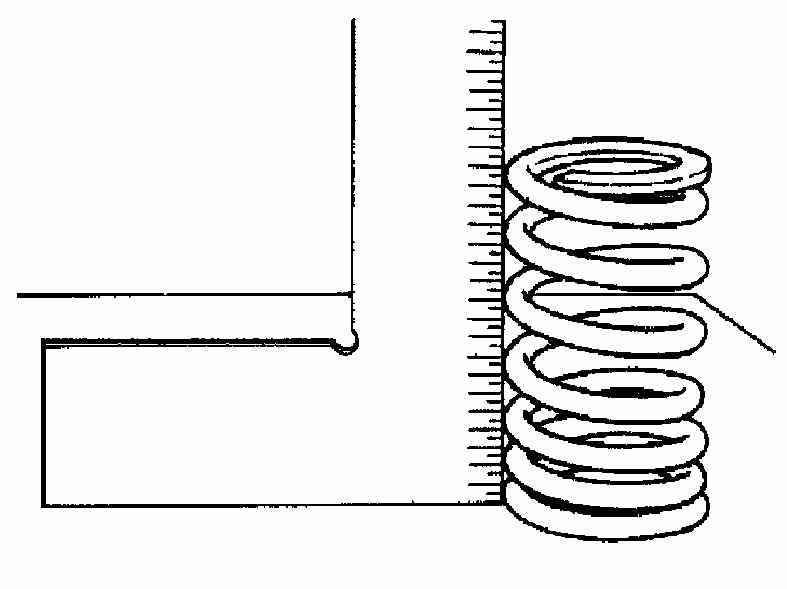
- Оцените степень износа торцевых частей каждой из клапанных пружин, проверьте пружины на наличие каверн. При помощи уголкового измерителя определите свободную длину и проверьте торцовку клапанных пружин. Сравните результаты измерений с требованиями Спецификаций в Главе
Двигатели, - если пружина оказывается короче нижнего допустимого предела, она является просевшей и подлежит замене. Проверьте также на соответствие нормативным требованиям развиваемые пружинами усилия (выполнение данной работы лучше поручить специалистам мастерской автосервиса). При отсутствии уверенности в определении состояния пружин правильнее будет их заменить.
Измерение свободной длины и проверка торцовки клапанной пружины
-
На бензиновых двигателях SOHC выпуска до сентября 1995 г.
седла пружин выпускных клапанов оборудованы ротаторами, облегчающими свободу вращения клапанов в направляющих втулках. Проворачивая вручную, оцените состояние ротаторов, в случае выявления рывков и признаков закусывания произведите замену дефектных компонентов.
- Проверьте тарелки пружин и сухари их разрезных замков на наличие трещин и признаков износа. Все находящиеся в сомнительном состоянии детали следует заменить новыми во избежание развития дефектов в будущем.
|
|
Распределительные валы, толкатели клапанов и сборки коромысел с осями
Описание процедур проверки состояния перечисленных компонентов приведено в Разделе
Снятие, проверка состояния и установка клапанов.
Оценка состояния подшипниковых шеек распределительных валов должна быть произведена до того, как головка будет отправлена мастерскую для проведения обслуживания клапанов. Наличие на шейках царапин, задиров и прочих механических дефектов головка подлежит замене вне зависимости от состояния компонентов клапанного механизма. При обслуживании двигателя SOHC следует также проверить состояние коромысел привода клапанов с осями.
Замените все выявленные дефектные компоненты.
Притирка клапанов
При значительной степени износа компонентов клапанов, что вполне вероятно для нуждающегося в капитальном ремонте двигателя, соберите клапанные сборки, установите их на свои штатные места в головку и переходите к выполнению процедур обслуживания клапанов. Если внешнее состояние клапанов найдено удовлетворительным, измерьте микрометром диаметры их стержней в нескольких точках. При выявлении существенной разницы результатов клапан следует заменить.
Для надежности перекрывания клапанами доступов в камеры сгорания во время работы двигателя, при установке их следует притереть. Кроме того, притирка позволяет избавиться от незначительных дефектов сопрягаемых поверхностей. Необходимая гладкость поверхности седел после проведения их механической обработки может быть достигнута только при использовании мелкозернистых притирочных паст. Перед использованием крупнозернистых паст (при наличии серьезных повреждений или прогаров седел) проконсультируйтесь со специалистами, - возможно, единственным приемлемым выходом из положения окажется замена седла или клапана.
|
|
- Прежде чем приступать к притиранию клапанов установите головку на верстак сопрягаемой с блоком поверхностью вверх.
- Нанесите небольшое количество притирочной пасты требуемой зернистости на поверхность седла клапана, затем прикрепите присоску притирочного приспособления к наружной поверхности тарелки клапана. Вращательными движениями начинайте притирать клапан к седлу, время от времени приподнимая его с целью перераспределения пасты. Облегчить задачу поможет установка под тарелкой клапана слабой пружины. При использовании крупнозернистых паст постарайтесь добиться тусклой матовой поверхности притираемых деталей. Получив желаемый результат, очистите поверхности от абразива и повторите процедуру притирания с применением мелкозернистой пасты.
- Притирку можно считать законченной, когда на рабочих поверхностях седла и тарелки появится неразрывное гладкое матовое кольцо. Как только требуемый результат будет достигнут, притирку следует прекратить.
- Закончив притирку всех клапанов, удалите керосином или растворителем все следы абразива и притирочной пасты.
|
|