3.27. Седла клапанов
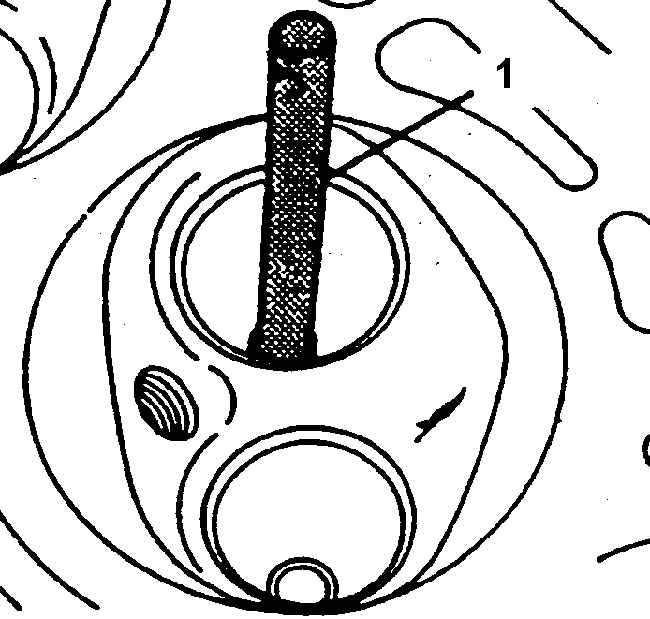
Установка направляющего стержня шлифовальной машинки
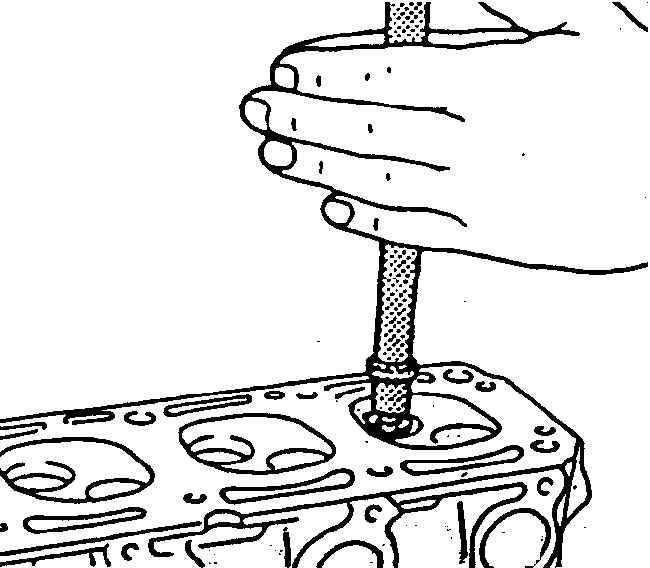
Шлифовальная головка для обработки седел клапанов
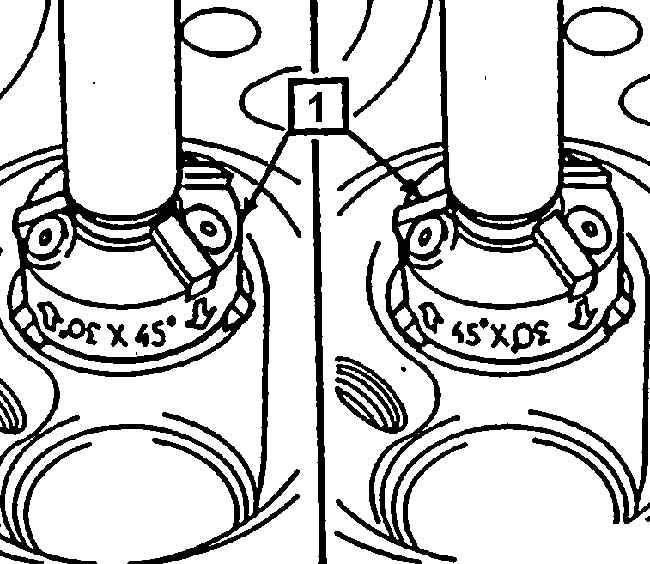
Размеры фасок седел клапанов
|
|
1. СЕДЛО ВПУСКНОГО КЛАПАНА
2. СЕДЛО ВЫПУСКНОГО КЛАПАНА
|
Притирка клапанов
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Вставить направляющий стержень во втулку.
|
| 2. Установить шлифовальную головку стороной
с конусностью 45° на седло клапана, см. рис. Шлифовальная
головка для обработки седел клапанов. |
| 3. Присоединить рукоятку с распорной втулкой.
Шлифование продолжать до тех пор, пока шлифовальная головка не начнет
снимать металл седла равномерно по всей окружности. Необходимо стремиться
снять как можно меньше металла с фаски седла.
|
| 4. Перевернуть шлифовальную головку и установить
ее стороной с конусностью 30" на седло. Провести аналогично шлифовку
фаски седла. Для обработки седел впускных и выпускных клапанов применяется
одна и та же шлифовальная головка.
|
| 5. Покрыть фаски седла тонкой шлифовальной пастой,
вставить во втулку клапан и осторожно провернуть его с небольшим нажимом.
Приподнять клапан и проверить прилегание его головки к седлу. Если
нет равномерного контакта клапана с седлом, повторить операцию шлифовки
седла. |
| 6. Притирка клапанов.
|
|
После шлифовки, которая должна обеспечить герметичность посадки клапана в седле,
как правило, производят окончательную притирку клапанов к седлам. Для доводки
седел используют только тонкую шлифовальную пасту. Для равномерного распределения
пасты по окружности седла клапан в процессе притирки периодически приподнимают
от седла. После притирки необходимо очистить фаски клапана и седла от остатков
шлифовальной пасты. Перед монтажом клапанов следует смазать их стержни.